PART 01 案例背景
出于节约产品材料的需求,三通管加工需要进行工艺改进,将“备料→铣削→线割→铣削”的制程改为“热锻→车削毛边→铣削”,因此需要重新设计热锻车床夹具。
PART 02 产品分析
产品图纸
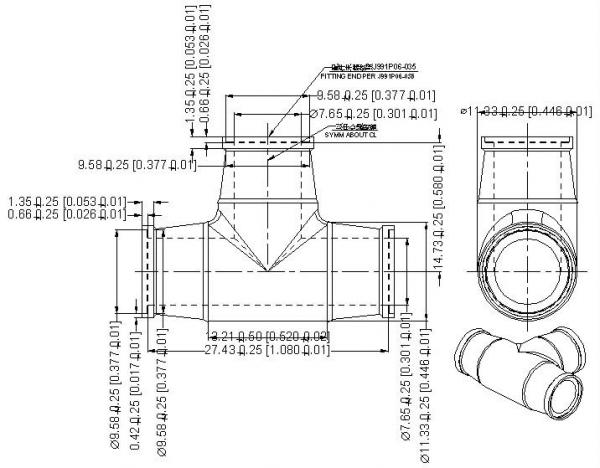
图1
加工过程
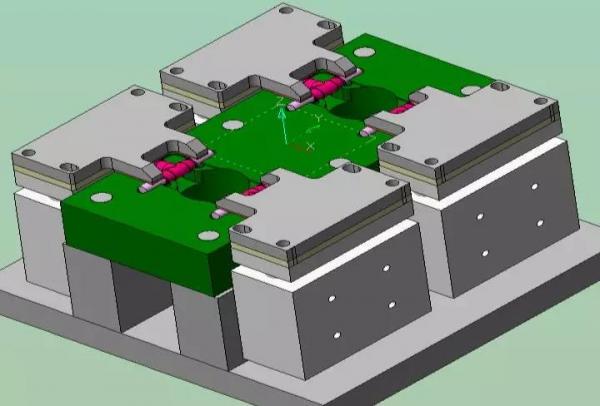
图2
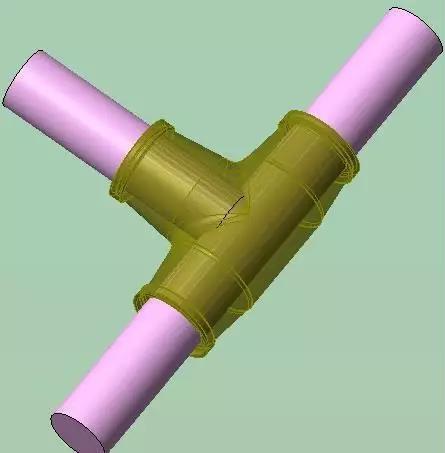
图3

图4
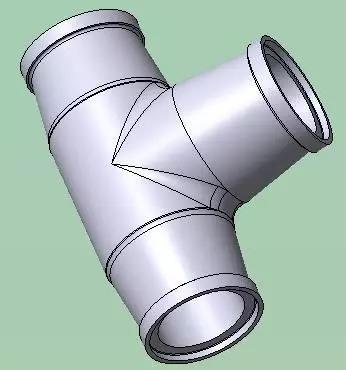
图5
工艺改进
前述的夹具效果良好,但现在有节约产品材料的需求,因此首先从加工工艺开始,之前的工艺为:备料→铣削→线割→铣削。
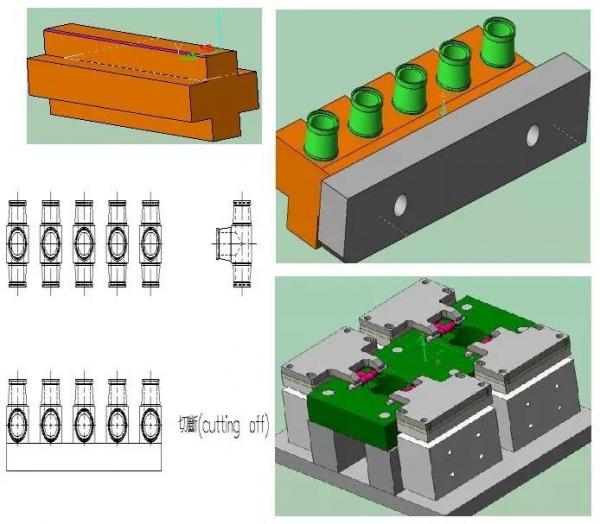
图6
经讨论后选择在车床上加工,三通加工工艺为:热锻→车(去毛边)→铣削。这种工艺不仅节约材料,而且很适合量大产品加工,但难点在于夹具设计。
PART 03 初次夹具设计
第一次设计的车床夹具是用四爪卡盘改装的。如图7,由以下几个部件组成:卡盘底座2钳爪、1组硬爪、定位销。
图7
这个夹具在车床上加工2个还可以,但到第3个左右两孔中心有偏差(如图8)。经分析认为定位销D4太小,磨损太快,定位销容易被甩出来产生危险,所以夹具要重新设计。
图8
PART 04 夹具改进思路
通过在机械论坛上查找类似的案例,发现了类似产品的加工经验。先看看他们是怎么设计的?如图9所示,该夹具由基座螺丝、压块、分度台组成。
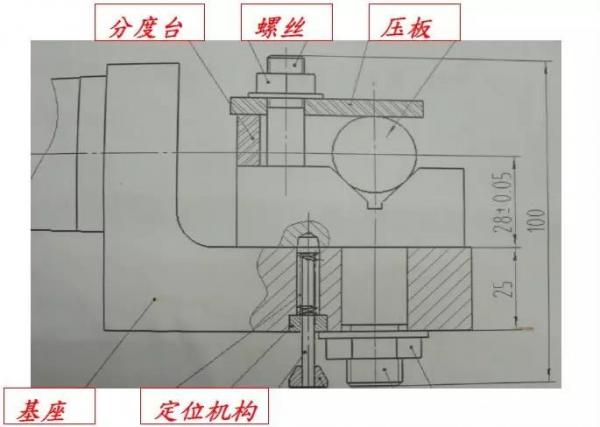
图9
此套夹具的要点在于:①基座是带有锥度轴的弯板结构与车床主轴相连刚性有保证;②分度台上面带有两垂直V型槽,定位准,下面轴与基座上孔配合,可以任意旋转。
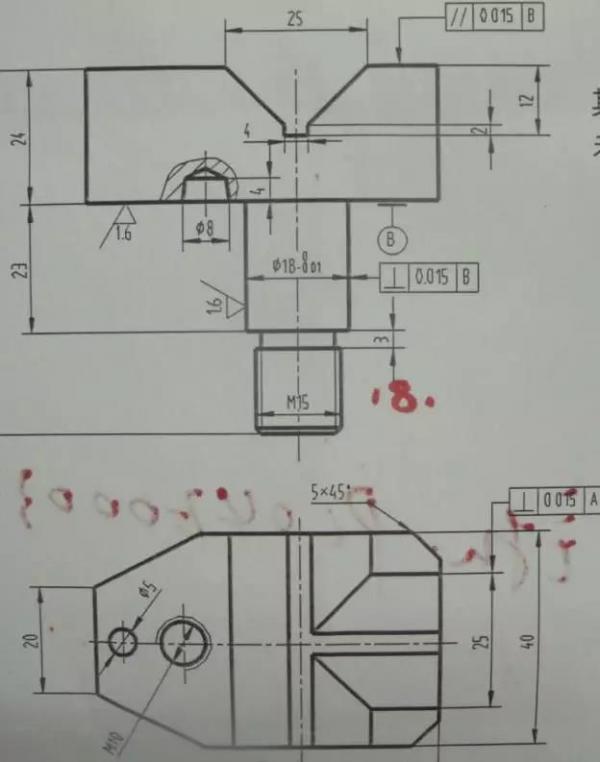
图10
了解设计思路后,再来对夹具设计进行改进。要注意以下几点:①在加工过程中夹具不能与刀具干涉;②要夹紧,夹具刚性要强、夹具材料耐磨性要好。
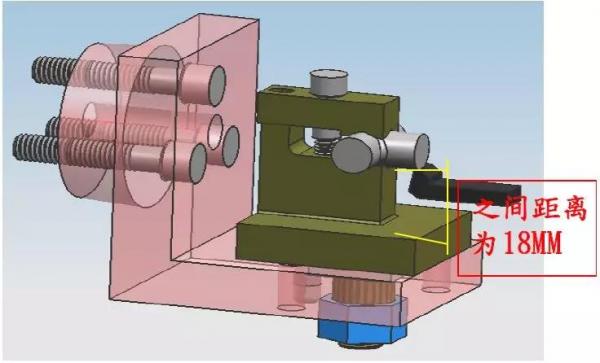
图11
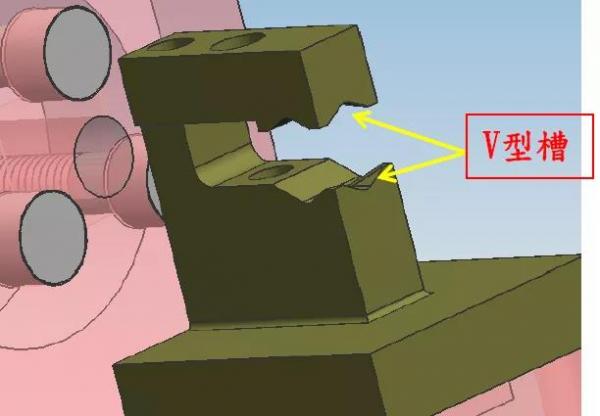
图12
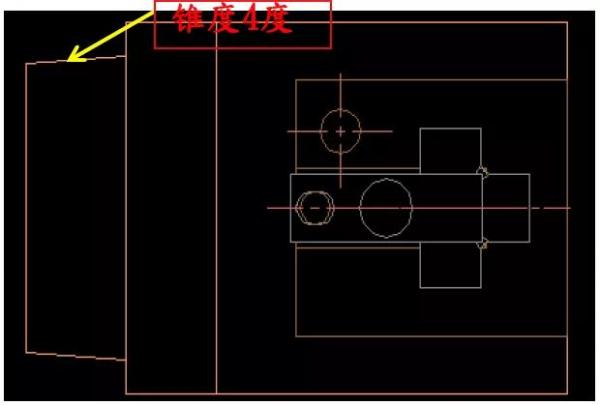
图13
重新设计后的夹具如上述图例所示,其更加符合加工需要且规避了之前的一些不足,因此可以看出,能够吸取他人经验并不断优化的夹具设计才是更合适的方案。



