本文通过对汽车发动机曲轴连杆颈车削加工工艺的分析,探索出一种适合高效高精度自动定心夹紧的新型液压夹具的设计思路。通过对曲轴的偏心定位夹持结构以及动平衡设计,保证了安全性和可靠性,并将其应用在曲轴生产线上,为推动汽车零部件的质量和数量的快速提升发挥其应有的作用。
一、曲轴连杆在车削工艺中的问题曲轴是内燃机最难加工的核心零件之一,作为大批量生产的汽车曲轴由于受到成本、效益的制约,在设计、材料和加工方面都经历了相当大的演变,随着人们注重环保、改进性能以及降低制造成本的要求日益增高,这种演变过程还将继续下去。曲轴的某个轴颈或连杆颈,其几何形状是一个短圆柱体,车削加工无疑是最传统、经济且简单可靠的工艺手段。曲轴主轴颈及连杆颈车削工艺在曲轴加工制造历史上曾经占据了半个多世纪的时间,轴颈的车削工艺目前仍被广泛采用。

但是,如果用于连杆颈加工,偏离回转中心的夹持位置以及因此而产生的动平衡问题使曲轴车削自动夹具的设计变的非常困难,目前采用的手动夹具不仅费时费力而且存在较大的不安全因素,难以实现自动化生产方式。随着数控技术的发展,当代的数控车床在车削精度、转速、自动控制和安全可靠性各方面均发生了巨大的变化,双主轴同步驱动、圆盘式转位刀塔的配备充分满足了曲轴车削工艺的需要,只要能成功地解决曲轴自动定位、夹紧的问题,消除离心力所产生的不安全因素,曲轴车削工艺无疑将成为具有多方面优越性和高性价比的工艺方法。
二、传统工艺方案分析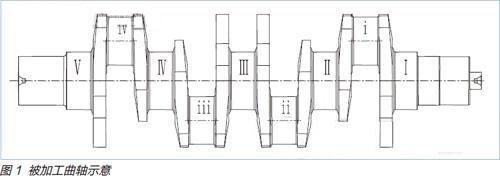
如图1所示曲轴中的编号Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ依次为第一主轴颈、第二主轴颈、第五主轴颈;编号i、ii、iii、iv依次为第一连杆颈、第二连杆颈、第四连杆颈,该图零件为四拐曲轴(也叫“四缸曲轴”)。
一般被加工零件为四拐曲轴或六拐曲轴,在生产线上要求按不同部位的连杆颈加工分序分别配备设备。以四拐曲轴为例,一台机床在一次装夹中专门加工i、iv连杆颈(i、iv连杆颈同轴),径向定位夹紧用Ⅰ、Ⅴ主轴颈,夹具体悬伸长度较短;另一台机床在一次装夹中专门加工ii、iii连杆颈(ii、iii连杆颈同轴),径向定位夹紧用Ⅱ、Ⅳ主轴颈,夹具体悬伸长度较长。也就是说,一套夹具不能同时加工同一根曲轴的全部连杆颈,这样要求的目的是曲轴的被加工连杆颈靠近被夹紧定位的相应主轴颈处,有利于保证精度,同时可以提高效率,适应专业化生产。
三、曲轴连杆夹具设计思路介绍该夹具其主要功能是在曲轴连杆颈车削机床中对曲轴进行自动定位和夹紧。应用时,该夹具与机床主轴连接,成对同步使用,故该机床是双主轴箱同步数控车床。机床主轴回转中心与被加工连杆颈轴线同轴。
工件的定位分三个方面,即径向定位、轴向定位和角向定位。径向定位及夹紧部位是曲轴工件的主轴颈,属于偏心夹紧,夹紧后主轴颈轴线偏离机床主轴回转中心的距离等于曲轴工件的半冲程(即曲轴连杆颈中心到曲轴主轴颈的中心距离),即:径向定位要保证被加工曲轴的连杆颈处于车床主轴的回转中心上;轴向定位一端为固定挡铁,另一端为设在右夹具轴向上的液压油缸;角向定位可分为两种,当工件辐板上有侧定位面时定位结构可设在本夹具上,如果工件辐板无侧定位面,则定位结构可设在机床的独立装置上。
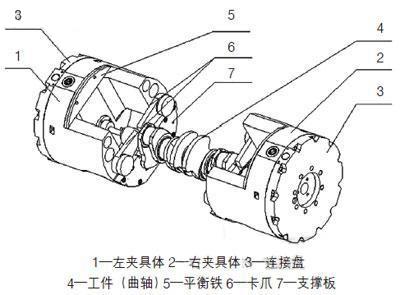
工件的定位、夹持如图2所示,左右夹具分别与机床的左右主轴箱的主轴凸缘盘同心相连。这样,将工件上的其中一对连杆颈使之与主轴回转中心一致,即可实现对该连杆颈的高速车削加工。
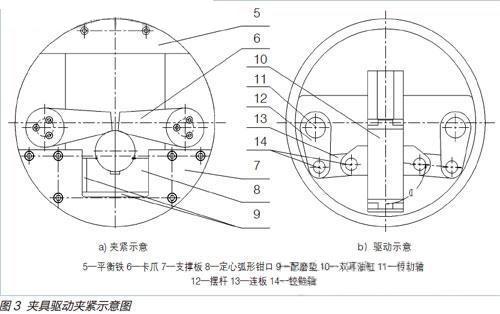
设计上,左右夹具结构基本相同。因机床主轴高速旋转时,曲轴会产生很大的离心力,所以需要有足够的夹紧力保证曲轴连杆颈车削加工时的安全可靠。该夹具的关键结构使用的是液压驱动的摆杆卡爪机构(见图3 a、b),该结构通过采用铰链增力机构的方式来满足这一要求。图3b中的件10、11、12、13和14,以液压驱动油缸体或活塞杆往复运动并将作用力通过与之相连结的连板、摆杆转变为传动轴的转动,当连板与活塞杆轴线的夹角α临近90°时,液压油缸的推力转变为一个被增大的转矩传递至传动轴和卡爪,进一步实现对工件的可靠夹紧。
液压油路是通过旋转接头配通油路驱动内部油缸及连杆实现动作过程,采用液压旋转接头是因夹具及其油缸10随机床主轴作回转运动之故。左、右夹具的驱动油缸采用同一套液压阀控制。
在夹具柔性设计上,通过更换定心弧形钳口8以及调整件卡爪6和传动轴11之间的角度,来实现适应不同规格工件的调整。
影响可靠性的因素有强度、刚度、夹紧力、定位结构、油路以及平衡等。
该夹具的强度、刚度是综合考虑的。通过对主体结构的安排及其组件的材料选择、关键截面确定以及工艺措施的确定,权衡利弊,并对薄弱环节进行校核。夹紧力通过液压回路、增力机构和传动结构来保证。
定位结构分径向定位、轴向定位、角向定位。径向定位由周边形状呈矩形,上边呈弧形的定心弧形钳口8实现,以保证被加工曲轴的连杆颈处于车床主轴的回转中心上;轴向定位为设在右夹具轴向上的液压油缸实现的;角向定位设在机床的独立装置上。
油路是通过旋转接头配油的,左右夹具的径向夹紧油缸共用一套液压阀控制。
动平衡是针对不同的工件加工的适应性而考虑的,采用更换平衡铁的措施得以实现。根据一定批量的不同规格的工件的平均质量,预先配好相应的平衡铁,以便在生产线上更换工件时更加快速方便操作(见图1中平衡铁5)。
本套自动夹具应用在曲轴连杆颈加工专用数控车床上,是一种可对曲轴实现自动定位夹紧的机构,其主要包括内置油缸结构、铰链增力结构以及自动定位夹紧结构等。其特征在于机床液压驱动内置油缸并将液压油缸的往复运动转化为卡爪的夹紧动作,提供足够的夹紧力。在提高机床安全可靠性及降低工人劳动强度的同时,亦可使曲轴连杆颈车床设备满足曲轴自动化生产线的需求。

- End -
出品 | 夹具侠



