零件加工完之后形位公差是否达标,有哪些检验方法?我们今天就来说说。
一、披锋的检验方法
1、披锋的判定标准
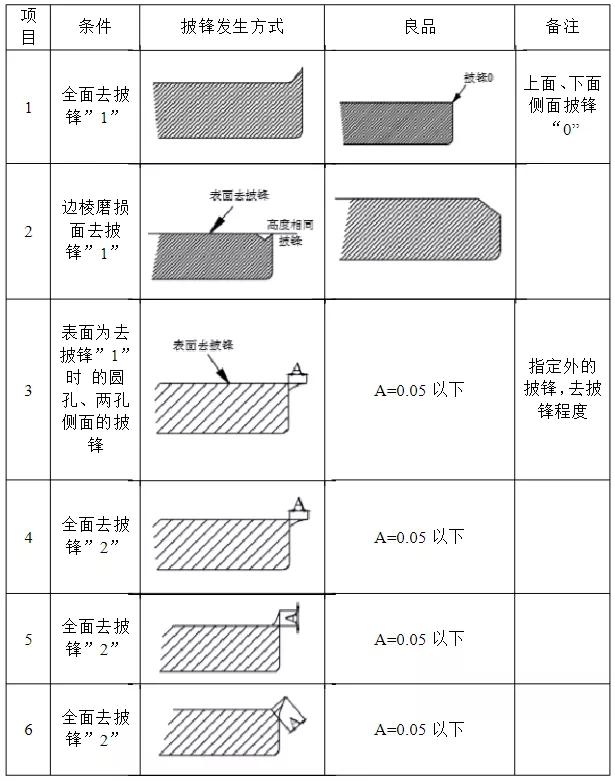
2、检查方法
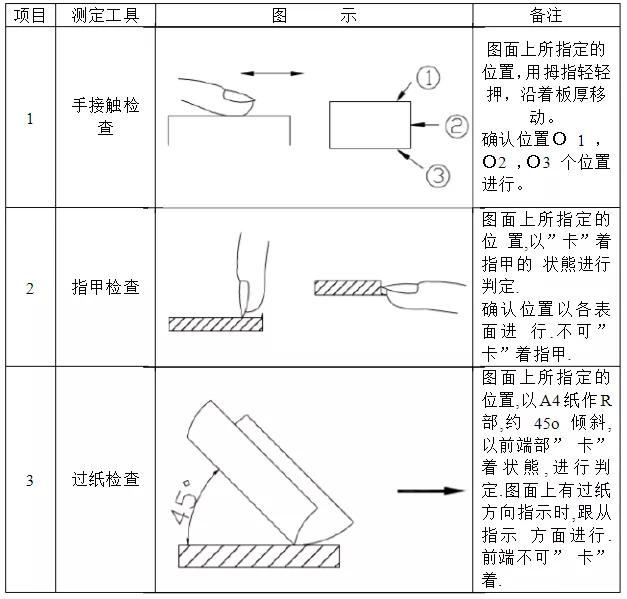
(1)手接触检查。
(2)指甲检查。
(3)过纸检查。
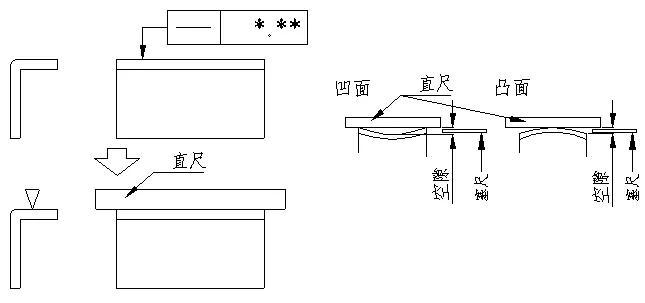
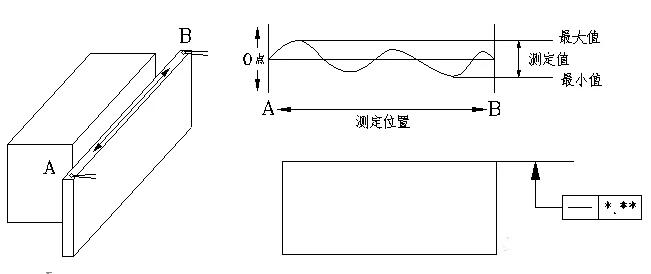
1、将直尺平行地放于测定面,用塞尺测定直尺与被测定物的空隙。
(1)测定面凹时,与直线度相等数值厚度的塞尺不能插入中央的空隙。
(2)测定面凸时,在两端放置与直线度相等数值厚度的塞尺。
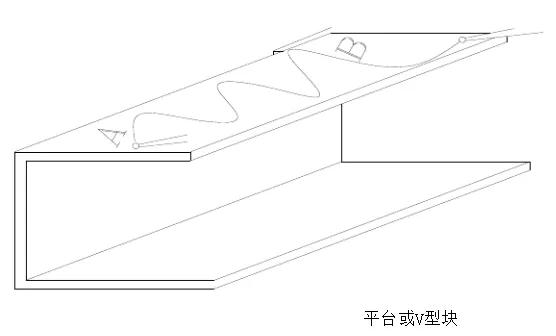
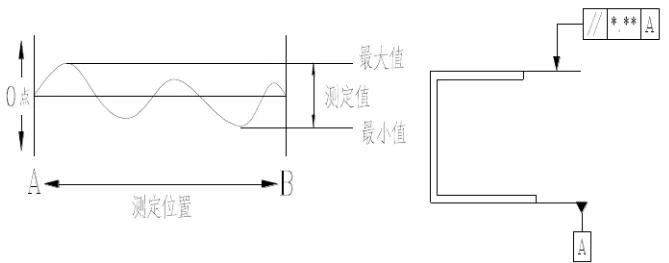
2、将杠杆百分表置于测定面,在A点调零,确认到B点。
测定值=最大值-最小值
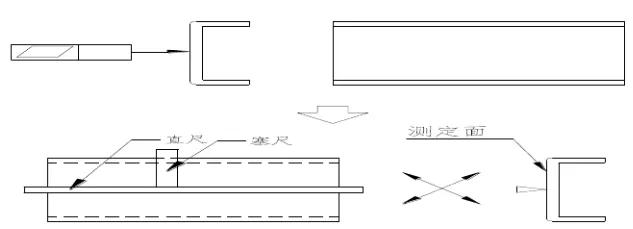
1、用直尺测定部品平面度
测量方法:如图以不包括自重的方法将测量物支撑。
测量范围:测量是将直尺放在整个表面(纵、横、对角线方向)用塞尺(数值与平面度相符)测定。
判定:在所有的地方塞尺应不能通过。
2、用平台测定平面度
测量方法:将部品平放于平台,用塞尺测量部品与平台之间的间隙。
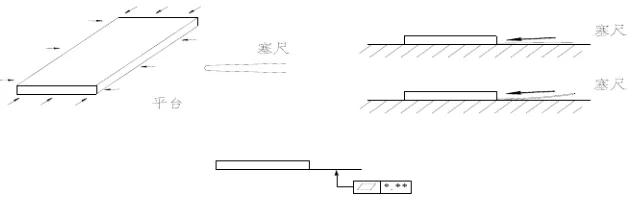
塞尺与平台要保持水平状态进行测量。
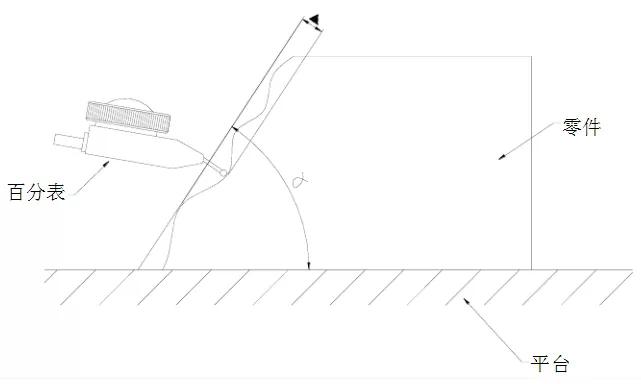
3、用百分表测定平面度
将杠杆百分表置于测定面,在A点调零,确认到B点。
测定值=最大值-最小值
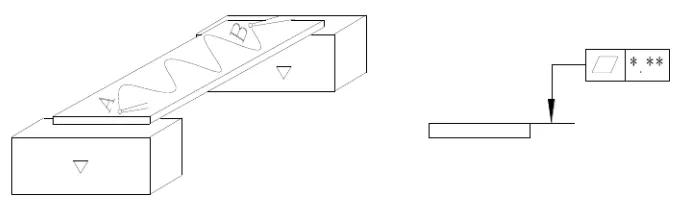
1、面与面的平行度
在平台上用V型块全面保持基准平面,用杠杆百分表测量测量面的全表面,在A点调零,确认到B点。
在要求的测量的面上测量。
测定值=最大值-最小值
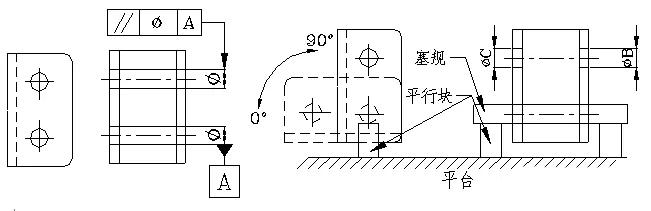
2、线与面的平行度
(1)将适合的塞规插入两个基准孔内。
(2)将塞规的两端用平行块(或磁铁)支撑。
(3)将公差的指定面调较至与平台平行,在A点调零,确认到B点。
(4)测定指定面,将读数的最大差(最高点减去最低点)作平行度。
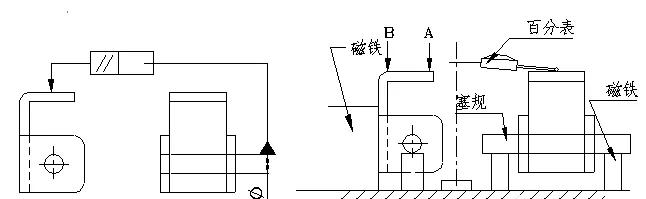
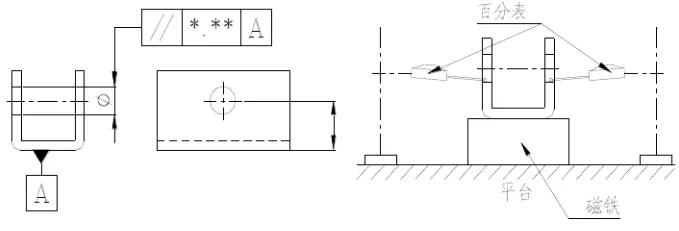
3、面与线的平行度
在平台上,使用磁铁支撑基准面整体,测定两个孔到基准面的尺寸,将该尺寸差作平行度。
(1)将适合的塞规插入两个基准孔内。
(2)用平行块(或磁铁)将塞规两端固定。
(3)依照图在0°的位置求出EB与EC的中心偏移(X),并求出在90°回转位置上的EB与EC的中心偏移(Y)。
(4)将求出值用根号(X2+Y2)算,所得值即平行度。
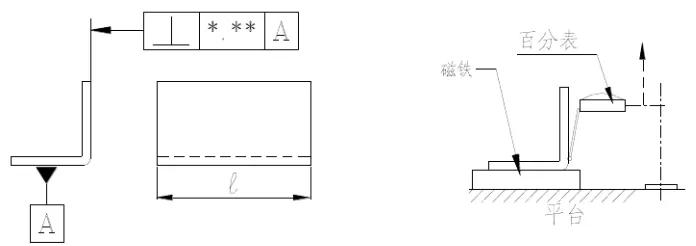
1、面与面的垂直度
(1)将基准面用磁铁与平台平行地支撑。
(2)将百分表从弯曲根部起移动至前端止,将读数的最大差作垂直度。
注:测定是横过l幅所有地方。
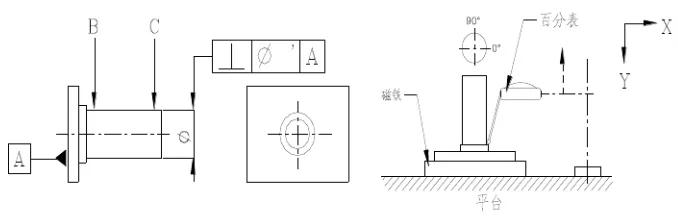
2、面与线的垂直度
(1)在平台上,用磁铁如图支撑测量物;
(2)将百分表接触于测量物上,在B点调零,确认到C点。
(3)将百分表接触于测量物上,将其在指示范围内所有地方上下移动。
(4)测定在0°与90°两处进行。
(5)将各读数的最大差用以下公式计算,所得值即垂直度(在0°的读数最大差→X;在90°的读数最大差→Y):
垂直度(E)= 根号(X2+Y2)
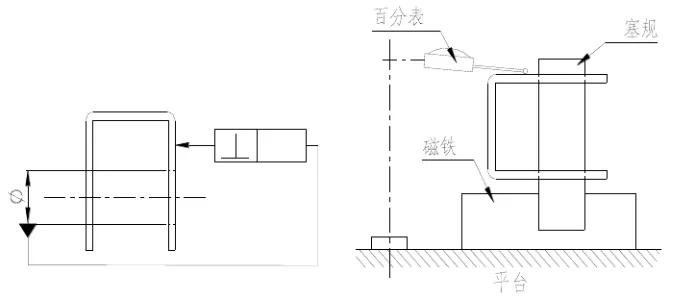
3、线与面的垂直度
(1)在2个基准孔内插入适合的塞规;在平台上用磁铁将塞规与平台成直角支撑。
(2)将测量面的所有地方用百分表(或高度规)测定,将读数的最大差作垂直度。
1、同轴度的两种基准型式
(1)指定基准
以零件上给定的一个圆柱面的轴心线为基准,如图pA对B和pB对A的数值。
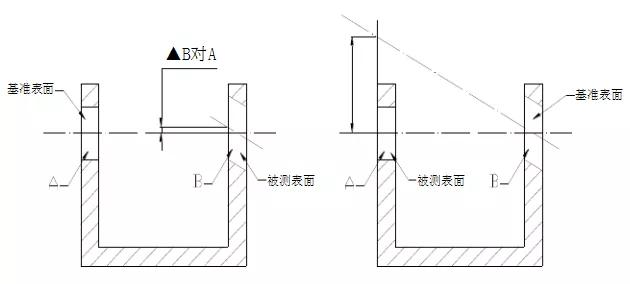
(2)公共轴心线为基准
如图,零件上有A、B两孔,测量同轴度误差时,不以A孔为基准,也不以B孔为基准,而以A、B两孔的公共轴心线为基准。A、B两孔对公共轴心线的同轴度误差分别为pB和pA。
2、同轴度的测量
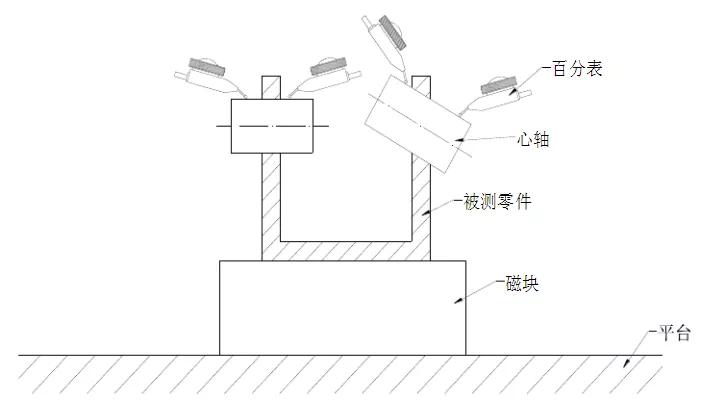
(1)指定基准的同轴度误差的测量
如图,以A孔轴心线为基准,测量B孔对A孔的同轴度。
必须在水平和垂直两方向分别进行测量。
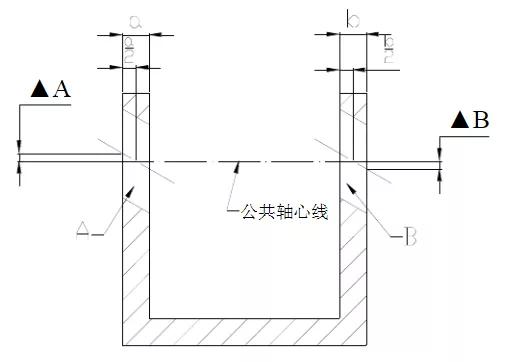
(2)公共轴心线为基准的同轴度误差的测
如图,测量A、B两孔轴心线对公共轴心线的同轴度误差。
测量时,首先将被测零件固定在平台上,分别在A、B两孔被测轴心线全长进行测量。被测轴心线到公共轴心线的最大读数差,就是同轴度误差。
将零件的基准表面放在平台上,用百分表在被测量面移动测量,当百分表上指示的最大与最小读数之差为最小时,此差值为倾斜度误差。