3D打印机技术用于创新等离子源体制造工艺
3D打印机技术用于创新等离子源体制造工艺目前3D打印机技术应用在不同的领域,最近英国和德国的研究人员利用3D打印机探索一种新的角度,即螺旋喷射,这是一种电容耦合射频等离子体,具有双
目前3D打印机技术应用在不同的领域,最近英国和德国的研究人员利用3D打印机探索一种新的角度,即螺旋喷射,这是一种电容耦合射频等离子体,具有双螺旋电极配置。
研究人员在最近发表的论文《直升机:新一代添加剂制造(3D打印)的创新等离子体源》,文中将激光烧结与他们的新方法进行了比较,这种新方法是通过等离子射流熔化粉末进行数字化制造,这种方法使用螺旋形细丝,能够根据材料的角度或“螺旋度”进行旋转。
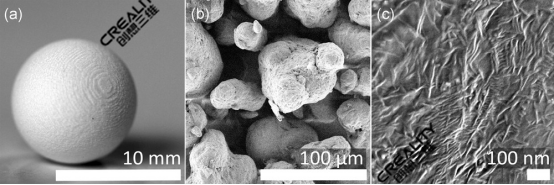
【激光烧结聚酰胺球L1。通过二次电子的扫描电子显微术获得的低(b)和高(c)放大率下的表面形态细节的光照片(a)】
“为了提供一个原理的证明,选择用螺旋喷射法处理聚酰胺12 (PA 12)是因为PA 12被广泛应用于最小二乘法,”研究人员说。
PA 12是LS中最常见的聚合物,因为它具有机械性能和良好的烧结热特性,对于低温工艺具有很高的重现性,但在效率方面仍然存在挑战,同时还存在断裂伸长率、导致失效的多孔性和较低的延展性等问题。研究人员对以下材料中进行于研究:
PA2201 (1)
PA2200 (2)
PA2221 (3)
这些粉末之间的主要区别在于加工性能和零件性能。PA 12的共同特性已用于模拟颗粒加热:散装材料的密度为1.01克/厘米3导热系数0.51瓦/(米·克),比热容1.75焦耳/(克·克)。值得注意的是,质量密度因其形式(粉末或体积)而异。因此,粉末的指定密度为0.93克/厘米3(PA1和PA2)和0.97克/厘米3(PA3)。
样本是在一个带有默认参数的EOS福米加P100最小二乘系统上进行3D打印的。螺旋喷气发动机通过连接到两个双螺旋电极的射频电源工作,由氩气供电。
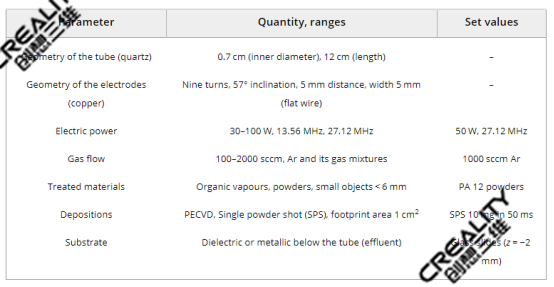
【聚酰胺12等离子体印刷中等离子体源和沉积条件的规范】
一束粉末被送入等离子体,气体的动量迫使粒子通过等离子体柱。垂直于灯丝放置的电极“加速了灯丝在新等离子体源中的滑动”
“放电的HS成像实验证实,在螺旋喷射流中没有形成细丝,但是在管中形成了均匀的辉光放电柱。只有射频功率频率引起的发射调制仍然存在,”研究人员说。
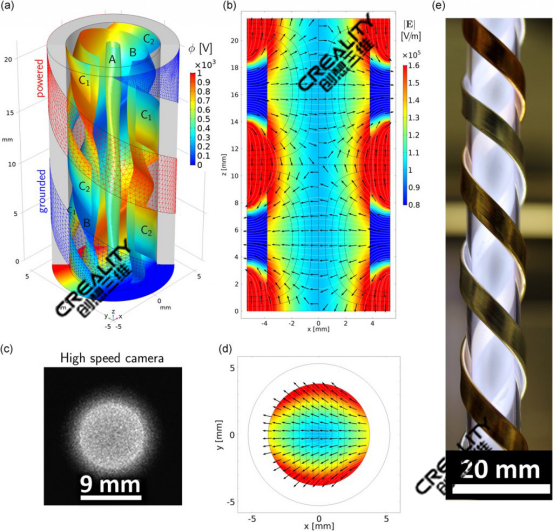
【在y = 0 (b)时的x–z切割和z = 5.4 mm (d)时的x–y切割的3D图(a)中,预测的射流截面电场受两个电极旋转一圈的限制。(A)中的符号表示恒定电场强度|E|等于102千伏/米(A)、130千伏/米(B)和174千伏/米(C1和C2)的等表面。实验观察显示了由曝光时间为3 ns (c)的高速摄影机P1‐MAX4拍摄的轴向图像和由佳能EOS 600D (e)拍摄的1/80 s侧照】
实验证明,加热粉末会导致熔化表面温度,芯部温度较低。研究小组将此解释为“自我调节效应”,安装温度和由此产生的蒸发会导致等离子体“淬火”,并将粒子温度降至熔点以下。
研究人员总结说:“这种效应导致了慢热烧结和低温烧结过程中形态特征的结合,并能透视地实现三维物体的等离子体印刷,这些物体具有类似的材料特性,如扫描电镜和化学分析所示。”
“在可行性实验和建模的基础上,利用直升机将等离子体制造过程的速度提升到1 cm左右3/min似乎是可能的,尽管需要进一步的工作来将直升机转变为全调幅工具,例如,引入连续粉末进料系统和计算机控制。"
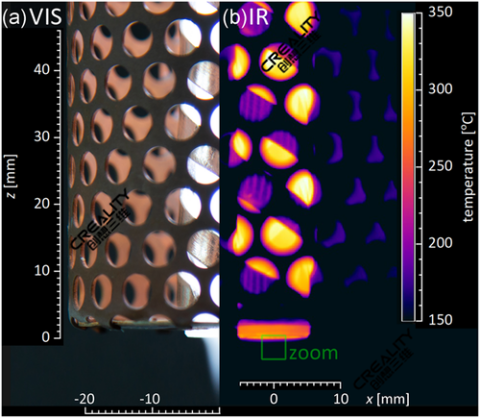
【直升机的照片(a)和红外热成像(b)。高速红外照相机聚焦在标有“变焦”的区域,用于粒子温度的红外测量(与图4相比)。高速红外线】
随着3D打印技术的日新月异,3D打印在大量的技术、硬件、软件和材料上发挥了重要作用。如今,随着不同气体的使用,3D打印在化学中扮演着越来越重要的角色。
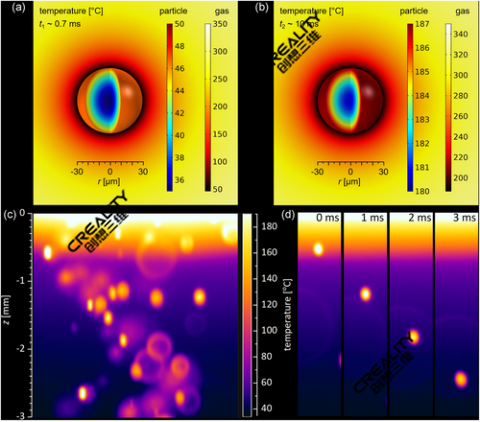
【粒子的温度动力学。t1 = 6.6×104s(a)和T2 = 9.3×103s(b)后,在350°C的背景温度下,通过传热模拟获得的颗粒和气体温度;流出物中颗粒在2千英尺/秒时的高速红外热成像:来自图3b (c)所示缩放区域的颗粒温度,跟踪单颗粒运动(d)。请注意,在(c)和(d)中,不同尺寸的粒子是由红外成像光学器件聚焦到射流轴上引起的。失焦颗粒的尺寸不同,温度不正确】
-
更强性能更低温度 华硕ROG-STRIX-GTX1660S-O6G评测2019-12-12
-
可用于105oC环境温度的Nordic蓝牙5.1 SoC能实现更广泛的并发多协议应用2019-10-21
-
腾讯医疗亮相世界互联网大会 解锁有温度的智慧医疗2019-10-18
-
阿里朱顺炎:机器智能更有温度2019-09-26
-
量准公司推出新型蛋白分子互作等离子光学传感芯片设备,大幅降低高端药物分子检测设备价格2019-08-09
-
技嘉发布首款水冷散热器:LCD屏可显示温度信息2019-08-06
-
温度传感器和气体质量流量传感器在早产保温箱中有何作用?2019-07-10