加工与装配同步,还能快换的结构
加工与装配同步,还能快换的结构在生产中,如何尽可能的获取设备最大性能,提高利用率已经成为越来越重要的需求。下面的例子中,某叶片原本需要4套工装才能完成的线切割工序,通过设计快换结构
在生产中,如何尽可能的获取设备最大性能,提高利用率已经成为越来越重要的需求。下面的例子中,某叶片原本需要4套工装才能完成的线切割工序,通过设计快换结构实现了加工与装夹同步进行。
PART 01 设计要求
加工位置有1、2、5和6所指的4处。定位基准为盆面4所指的3处基准点,轴向定位为大端叶片3所指的基准点,压紧面为背面7所指的压紧点。
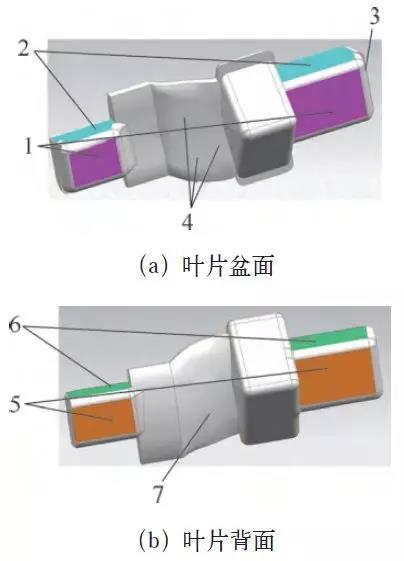
图1
PART 02 设计难点
方箱的定位基准与叶片定位基准统一;保证夹具让开毛料飞边的问题;保证多个方箱相对于装配夹具位置不变;保证方箱定位后的叶片中心线位置不变。
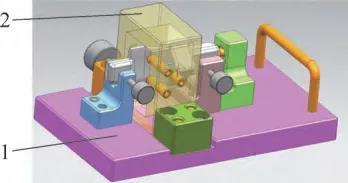
图2 整体夹具结构图
1.底座 2.方箱
PART 03 解决方案
整个工装夹具分为方箱定位的加工机构和定位方箱的装配机构两部分。采用底座上槽面与一个挡块实现精密定位;通过4个定位压紧螺钉压紧叶身型面;夹具定位块与方箱挡块的精密定位距离来实现方箱与工件基准统一;夹具2处定位工件的定位座给出2个槽和倒角让开毛料飞边。
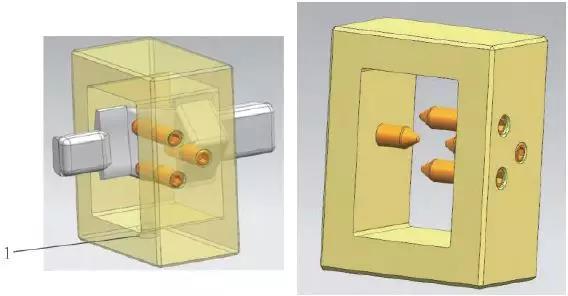
图3 方箱定位机构与防错孔
PART 04 设计细节
方箱定位的加工机构:方箱定位由3个定位压紧螺钉对叶片盆面的3个基准点进行定位,在方箱的底部有一个防错孔,压紧由1个压紧螺钉对叶片背面进行压紧。
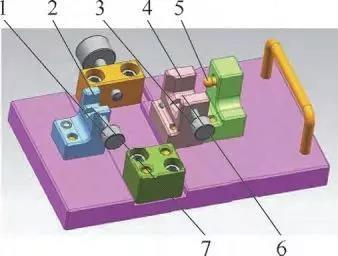
图4 方箱装配机构
1、3.压紧螺钉 2、4、6、7.定位面 5.定位销
定位方箱的装配机构:为了实现离线安装找正工件,采用装配机构安装方箱,叶片不仅与方箱定位,也与装配机构定位,从而保证加工位置正确性。装配整体机构包括定位压紧工件结构、定位方箱结构、压紧方箱结构。
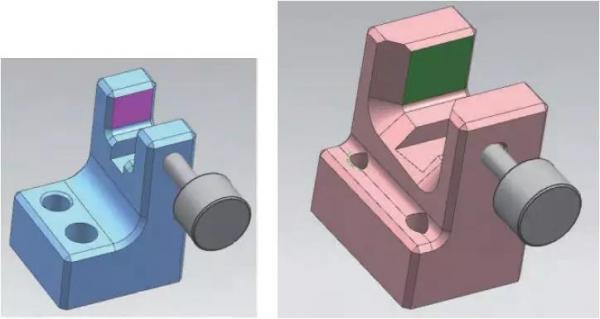
图5 定位压紧工件机构
PART 05 夹具工作原理
(1)先将方箱套在叶片上,再将方箱及叶片一同放在装配机构上,然后将叶片背面的两个定位基准面靠紧在两个定位面上,并将叶片大端端面靠紧在图4中定位销上,然后进行方箱机构的定位压紧。
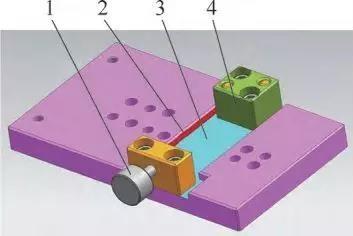
图6 定位方箱机构
(2)松开压紧可以将带有工件的方箱从装配机构上拿下来,完成方箱定位的加工机构操作。
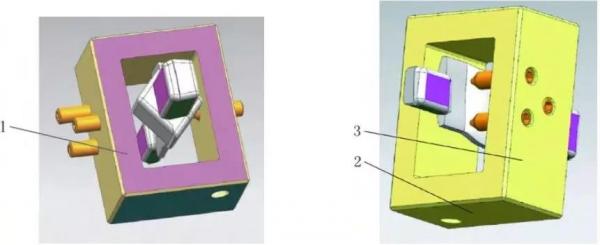
图7 方箱与叶片分散机构
(3)将图7中的定位面2放在线切割设备上,找正方箱上表面横纵方向,然后压紧,进行线切割加工,详细的装配关系如图8所示。
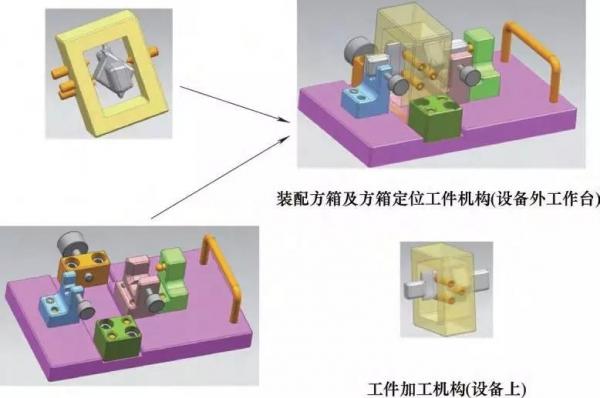
图8 工装工作过程
(4)在进行线切割加工的同时,工人可以安装其它的叶片在另外3个方箱上,步骤同此节的1、2内容。加工完1个叶片后,只需要将装夹好叶片的方箱放在机床上加工即可。这样就实现了在加工1个叶片的同时,离线安装找正其他叶片,节省准备时间。
上述夹具经过现场应用后,由于省去了3个夹具,加工效率和设备利用率均提高了2倍。首次实现加工与装配工件同步进行,一个方箱安装的工件在加工时,其他的方箱可离开加工设备安装找正工件,节省拆装夹具及拆装工件的时间,是设计精密定位快换工装的一种新思路。
-
6级自动驾驶理念定位智能交通灯 特斯拉摄像头技术不可或缺2020-03-05
-
装配线上的随行夹具与柔性化思路2020-02-19
-
丰田发布全新小型SUV预告图:定位低于C-HR 搭1.5L混动2020-02-19
-
Strategy Analytics:汽车、运输、物流以及物联网将推动定位领域在2020年的增长2020-01-23
-
奥迪e-tron两厢版渲染图曝光 定位入门电动车2020-01-09
-
南京智能制造软件新技术研究院院长李俊:物联定位助力智造 AIoT之精准定位和识别2019-12-17
-
优傲优化福特汽车装配线生产效率,小手臂大提升2019-11-22
-
定位精准/重度阅读爱好者的随身书库 海信阅读手机A5评测2019-11-09
-
苹果官网紧急公告:11月3日前更新iPhone或iPad软件以避免出现定位、日期和时间问题2019-10-23
-
信通院罗松:物联网定位发生根本变化 已成新型基础设施2019-10-21
-
支持九重AI定位高清通话 华为儿童手表 3X开启预售2019-10-18
-
u-blox高精度定位模块为垂直起降无人机提供超强的性能优势2019-10-09
-
阿里云发布新一代AIoT智能设备操作系统,可实现秒级故障定位2019-09-27
-
八重AI定位+4G全网通 华为儿童手表3s开卖2019-09-25
-
支持八重AI定位、4G全网通等功能 华为儿童手表3s正式预售2019-09-17