机械加工中振动的产生机理以及防治措施
机械加工中振动的产生机理以及防治措施一、机械加工过程中振动的危害振动会在工件加工表面出现振纹,降低了工件的加工精度和表面质量,低频振动时会产生波度;振动会引起刀具崩刃打刀现象并加速
一、机械加工过程中振动的危害
振动会在工件加工表面出现振纹,降低了工件的加工精度和表面质量,低频振动时会产生波度;
振动会引起刀具崩刃打刀现象并加速刀具或砂轮的磨损;
振动使机床夹具连接部分松动,影响运动副的工作性能,并导致机床丧失精度;
产生噪声污染,危害操作者健康;
影响生产效率;

二、机械加工过程中振动的类型
机械加工过程中振动的类型:自由振动、强迫振动、自激振动。
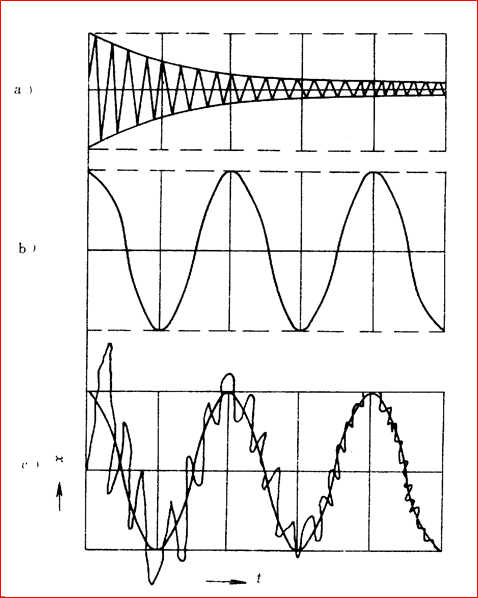
1.自由振动
工艺系统受到初始干扰力而破坏了其平衡状态后,系统仅靠弹性恢复力来维持的振动称为自由振动。由于系统中存在阻尼,自由振动将逐渐衰弱,对加工影响不大。
2.强迫振动
由稳定的外界周期性的干扰力(激振力)作用引起;
除了力之外,凡是随时间变化的位移、速度和加速度,也可以激起系统的振动;
强迫振动振源:机外+机内。
机外:其他机床、锻锤、火车、卡车等通过地基把振动传给机床
机内:
1)回转零部件质量的不平衡(旋转零件的质量偏心)
2)机床传动件的制造误差和缺陷(如齿轮啮合时的冲击、皮带轮圆度误差及皮带厚度不均引起的张力变化,滚动轴承的套圈和滚子尺寸及形状误差)
3)切削过程中的冲击(如往复部件的冲击;液压传动系统的压力脉动;断续切削时的冲击振动)
强迫振动的特征:
频率特征:与干扰力的频率相同,或是干扰力频率整倍数
幅值特征:与干扰力幅值、工艺系统动态特性有关。当干扰力频率接近或等于工艺系统某一固有频率时,产生共振
相角特征:强迫振动位移的变化在相位上滞后干扰力一个φ角,其值与系统的动态特性及干扰力频率有关
强迫振动的运动方程:

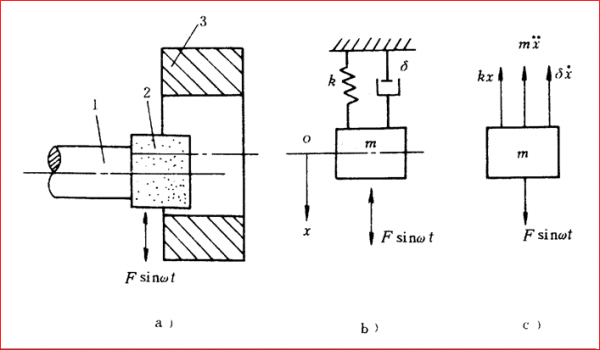
图示:内圆磨削振动系统
a) 模型示意图 b)动力学模型c)受力图
3 4 首页 下一页 上一页 尾页上一篇:我的内存都去哪里了?
-
宏电分享《城市内涝立体监测与预警指挥系统》2020-08-23
-
监控PSA制氧系统氧气浓度变化的螺纹式高温氧化锆氧气传感器2020-08-23
-
坦克装甲车辆液压系统的可靠性设计2020-08-23
-
女黑客3D打印假手指,破解指纹识别,安全系统漏洞如何补?2020-08-23
-
注塑模冷却系统设计原则及结构形式2020-08-23
-
电池储能加固电网整合系统2020-08-23
-
微型驱动系统的无限可能全面赋能AIoT生态驱动2020-08-23
-
VisionCon2020视觉系统设计技术会议 知象光电邀您一起头脑风暴!2020-08-23
-
LG Uplus在全国范围部署基于AI的5G优化系统2020-08-23
-
全球首列数轨列车发布!采用超级电容储能系统2020-08-23
-
中国铁路将自主研发新型智能列控系统2020-08-16
-
聚焦呼吸系统慢病诊疗服务,朔茂科技完成数千万战略融资2020-05-23
-
调查显示:智能家居交互式安全系统迎来快速发展!2020-05-22
-
IoT案例 | 研华助力波兰城际铁路建置车载信息娱乐系统,大幅提升乘车体验2020-05-21
-
再升级!松下研发AI自动检查焊接零件系统,可与机械臂结合使用2020-05-20