浮动卡具的柔性特点被认同,可以节省装夹时间,提高装夹精度
浮动卡具的柔性特点被认同,可以节省装夹时间,提高装夹精度浮动卡具最早在加工飞机蒙皮上被广泛使用。由于蒙皮为曲面结构,并且是薄壁零件,刚性极差,普通的装夹方法无法满足要求。在没有浮动
浮动卡具最早在加工飞机蒙皮上被广泛使用。由于蒙皮为曲面结构,并且是薄壁零件,刚性极差,普通的装夹方法无法满足要求。在没有浮动卡具的时候,多采用化学铣的方法,一点一点地将蒙皮材料溶解掉,费时费力,并且存在化学品污染的问题。
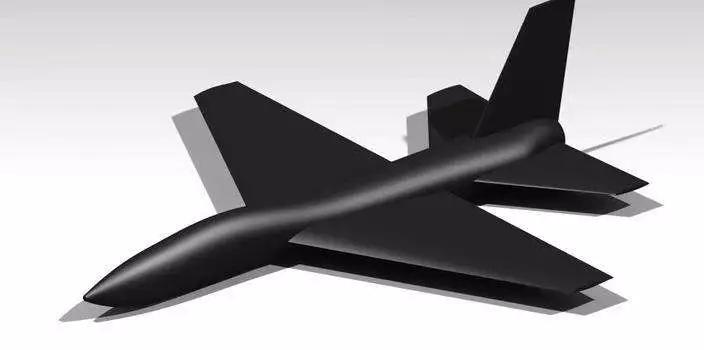
浮动卡具由多个按矩阵排列的支撑杆组成,每一根杆可以单独运动,通过高度调整,可以将头部组成一个曲面,与需要被加工的零件相符,各杆头部为球形,配有万向的吸盘,通过真空的方法,将零件吸紧,贴紧到头部的球形表面,从而实现了定位和夹紧功能,而不需要其他的辅助方式进行夹紧,整个被加工表面完全暴露在机床的加工区,没有阻挡,非常适合于快速加工,如图1所示。

图1
浮动卡具的各杆是单独调节的,可以适应各种形状的零件,并且各杆的行程可以做得很大,一般50~800mm均可,可以适应曲面变化较大的零件,也可以适应有多个台阶的表面。各杆按移动形式可以分为以下3种:
(1)液压或气动式。利用三点定位的原理,将零件的主定位点支撑好,再向各辅助杆内通以液压油或压缩空气,将杆缓慢地推起,推向工件底面,当杆头部与工件接触并产生一定的力后,将杆锁紧,如图2所示,在整个零件加工过程中,持续保持杆的锁紧状态,通过各杆的辅助支撑,减少刚性差的零件在加工过程中的振动,平衡切削力,减少零件受力变形和让刀的情况。
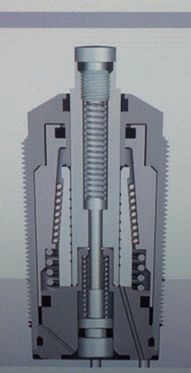
图2
(2)电动式。每一根杆的内部由一个伺服电动机和一根滚珠丝杠驱动,可以通过数控程序对每一根杆的高度进行主动的、自动的调节,可在安装零件之前即将各杆的高度调整到位,将零件放置后,直接夹紧(如图3)。由于事先已经通过各杆头部形成了零件的轮廓,将零件放上后,可以通过观察各支撑点与零件的间隙,来判断零件外表面形状误差,对于蒙皮这样的薄板,还可以通过浮动卡具进行形状校正,通过压砂袋的方法,将蒙皮调整到理想的形状。但这种形式的浮动卡具的最大缺点是结构复杂、成本高,各杆间的距离会受到电动机等执行机构的影响, 只适用于专机固定化的使用。

图3
(3)被动式。各杆没有自已的动力,但均可以单独运行,在使用时,通过数控机床编程,利用主轴定位到各杆上方,通过专用的工具,由主轴将各杆拉到设计的高度,再锁紧,这样逐根杆地操作,最后将需要的各杆高度调节好,以适应零件形状。优点是较为紧凑、柔性好、易于维护,适用于移动使用和小批量生产,存在的问题是调整时间较长。
浮动卡具的关键部分有两点,一个是“浮动”,即可以通过各杆的调整,将卡具变换为适应工件的装夹系统;另一个就是“卡具”。这里所说的“卡”是指需要各杆能够在任何需要的位置停下来, 并且承受一定的工件自重和加工力量,要有一定的刚性。

图4
首页 下一页 上一页 尾页-
壳体类薄壁零件的加工难点及解决方案2020-10-16
-
回转类零件不易装夹的解决方案2020-09-30
-
miniFactory与NLR合作,提供3D打印航空航天工业零件的认证过程2020-09-19
-
miniFactory与NLR强强合作,提供3D打印航空航天工业零件的认证过程2020-09-18
-
车削偏心零件常用装夹方法有哪几种?2020-09-17
-
NASA的RAMPT推进使用金属粉末和激光对火箭发动机零件进行3D打印技术的开发2020-09-16
-
常见装夹方式汇总及其对零件加工精度的影响2020-09-14
-
新旧偏心零件加工方法实况对比2020-09-13
-
非平面FFF 3D打印框架,零件强度实现6倍提升2020-09-06
-
薄壁模具零件特殊夹具的设计2020-09-04
-
如何进行短轴类零件少废物车削加工?2020-09-01
-
扭力臂零件柔性数控夹具设计方案2020-08-27
-
3D打印助力中国航空事业:长征5号火箭有50个3D打印零件2020-08-23
-
薄壁小型零件加工难点解析2020-08-23
-
再升级!松下研发AI自动检查焊接零件系统,可与机械臂结合使用2020-05-20