锥环零件通用模块化液压夹具的设计与开发
锥环零件通用模块化液压夹具的设计与开发副箱同步器是变速箱内非常重要的部件,其中高低档锥环种类多,产量大,现场换产频繁。常规的手动夹具不能兼容多个产品,定位精度差,易夹杂铁屑,自动化
副箱同步器是变速箱内非常重要的部件,其中高低档锥环种类多,产量大,现场换产频繁。常规的手动夹具不能兼容多个产品,定位精度差,易夹杂铁屑,自动化程度低。针对现有的23种锥环,设计通用模块化液压夹具实现快速换产,对同步器及变速器质量提升意义重大。

液压夹具设计及应用
1.装夹方案确定
因锥环手动夹具本身能满足加工需求,所以液压夹具的装夹方式可以参考手动夹具。
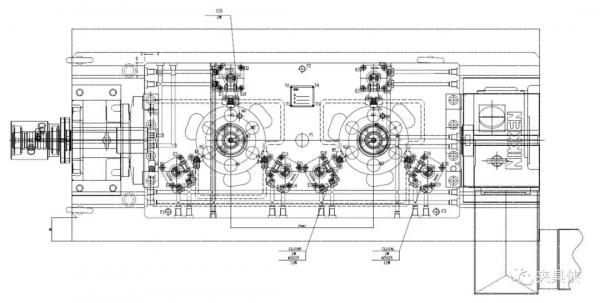
图1 高档锥环通用液压底座
高低档锥环主要加工直孔及倒角,采用的定位方式为锥口及毛坯孔定位,端面压紧方式,如图1、2;高低档锥环钻斜孔工序采用锥口定位,端面压紧方式,如图3。
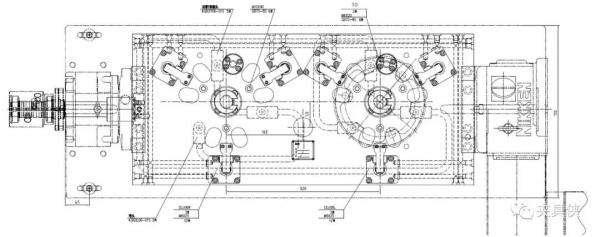
图2 低档锥环通用液压底座
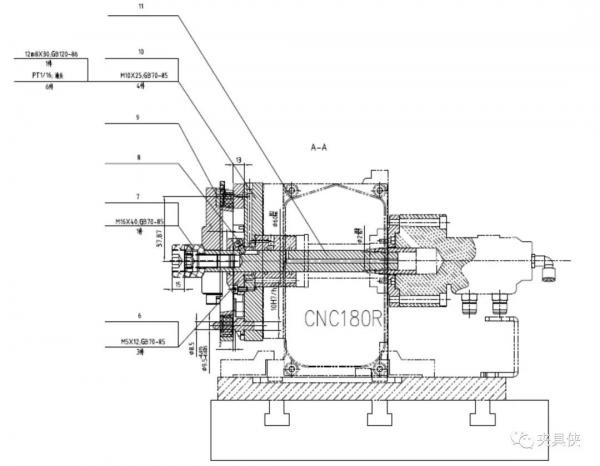
图3 高低档锥环钻斜孔通用液压底座
液压夹具定位面和定位孔(轴)与手动夹具相同,可将手动压板更换为液压缸驱动压板,完成夹紧动作,新设计夹具新增气检功能,可以实现压紧力监测及报警。
2.液压夹具工作过程
高低档锥环钻直孔倒角过程中,采用在通用液压底座上装配对应的过渡盘,进行锥口定位,端面压紧,然后装配在数控转台上,即可实现翻转,进行孔口倒角加工,如图4。
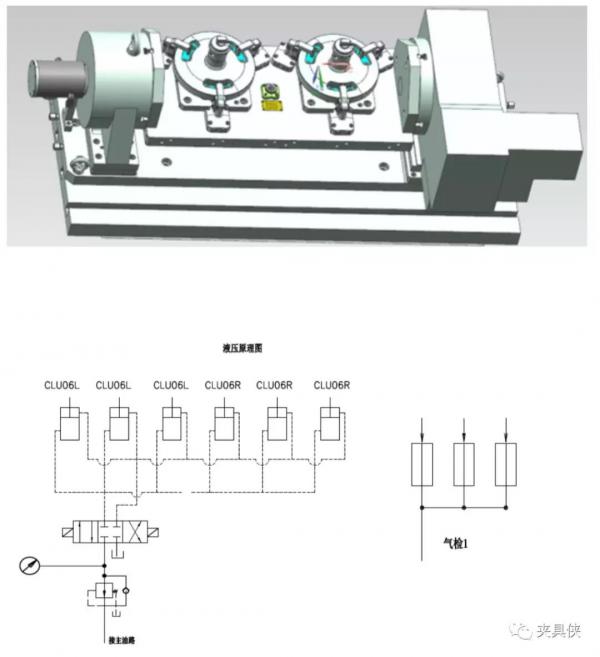
图4
钻斜孔时,只需要更换本体上面定位销的位置,即可实现不同零件的斜孔加工及分度,如图5。
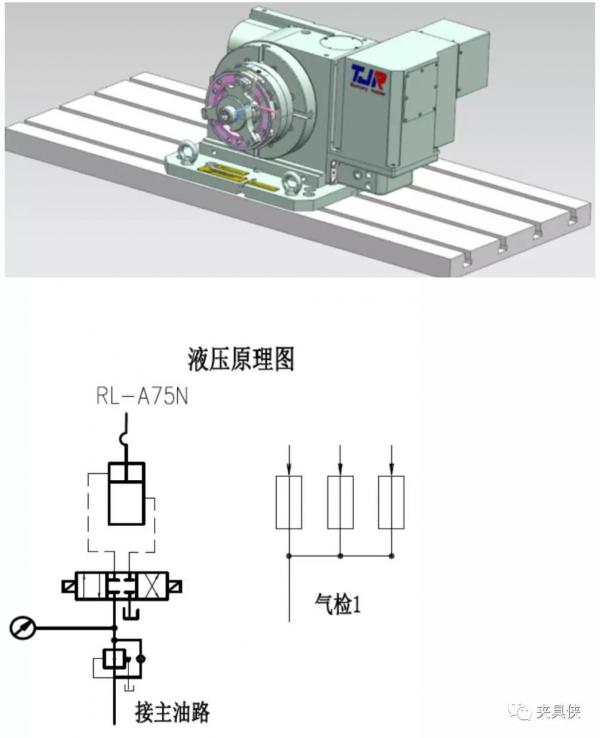
图5
3.通用模块化换产
本套液压夹具可实现高档环9个品种的钻直孔、反面倒角及钻斜孔工序加工,如图6,也可实现低档环14个品种的钻直孔与反面倒角的加工,如图7。

图6 高档底座

图7 低档底座
多品种换产时,在一个通用的液压底座上,只需根据零件结构,更换对应的过渡盘或者定位块(销),如图8,即可实现快速换产,实现零点定位,模块化换产,大幅提高生产效率。

图8 过渡盘
液压夹具设计的重点及创新点
自动化程度高,液压夹具与数控转台相连接,可以实现不同角度分度,精度可达0.001°。
智能化水平高,液压夹具内含气路,气检确保工件各位置处于压紧状态,可靠性高。
模块化快换。根据23不同工件只需更换对应的快换单元,方便快捷,节约成本,提高加工效率。
加工精度高。快换系统构成零点定位系统,液压压紧稳定,气检保证整体压紧力。
操作简单。根据不同工件只需更换对应的快换单元,方便快捷,节约成本,提高加工效率。
液压夹具应用的经济效益
1.直接经济效益对比
原采购三种液压夹具各一套,约需28万元,目前需要三组,共84万元;自主设计制造投制三组液压夹具,约需42万元,节约50%。缩短换产周期,提升日生产效率50%以上。
2.间接经济效益对比
对新品试制,可缩短夹具设计及制造周期,大幅缩减生产成本;实时补充同步器产能缺口,实现效益最大化;模块化液压夹具节约设计成本,可实现快速设计并达到标准化 。
结论及应用前景
通过现场验证及分析,可以初步得到如下结论:使用液压回路实现压板的压紧,稳定可靠。气检可以实时监控压紧力,对工件定位起到了辅助作用。加工过程中,按照零件品种实现快速更换定位部件,效率高,成本低。
应用前景:可实现批量化生产,对于产品类别多,换产频繁的工况意义重大。此种通用模块化快换夹具设计方法亦适用于批量无人化智能产线。
本文投稿来自:
陕西法士特齿轮有限责任公司
作者:刘博洋 秦璇 原初萍
在此对向夹具侠投稿分享此项改进的陕西法士特齿轮有限责任公司的几位作者表示感谢。这项案例通过自制液压夹具,并应用通用模块化设计思路,不仅直接减少了一半夹具成本,在后续生产中良好的通用互换性也为这种多类型工件生产直接提升了50%以上的产能。
如果您也有这样的案例,想要“一展拳脚”,展示您公司的杰出设计能力,可以通过下述方式联系夹具侠,我们将会为优秀的夹具/加工方案提供全面的展示机会,将具有代表性的设计思路分享给夹具行业的人士们。
-
用“二次翻转夹具”定位工艺来解决质量问题2019-07-22
-
机床夹具设计规范,看这一份就足够2019-07-15
-
小件夹具专家指导:缩减人员设备,实现1.5倍产能提升2019-07-13
-
深入企业,现场拆解卡盘、转台、零点定位系统等常见夹具2019-07-11
-
用CATIA一次性完成夹具的设计、检验、模拟加工2019-06-21
-
人机协作时代新要求:电动夹具2019-06-04