多面零件的粗精加工方案改进
多面零件的粗精加工方案改进关于铝合金薄壁件加工,我们从航天级应用中得到了一些经验,可以点击以下链接查看往期内容。第一部分:高效加工策略下,各类刀柄及夹具方案的分析与选用。第二部分:
关于铝合金薄壁件加工,我们从航天级应用中得到了一些经验,可以点击以下链接查看往期内容。
第一部分:高效加工策略下,各类刀柄及夹具方案的分析与选用。
第二部分:精加工中刀具、走刀方法、切削参数的正确选择方法。
下面将带来最后一部分内容,一种典型折叠式翼板的加工实例:
加工方案分析
根据该零件多角度斜面、圆弧面过渡、高精度孔槽特点,选用DMG高精度五轴加工中心作为加工设备,设计专用液压可调工装,以一台液压动力单元为专用液压工装提供动力源,油液通过管道进入工装主体内部液压缸,以控制夹持原件的夹紧和松弛运动。
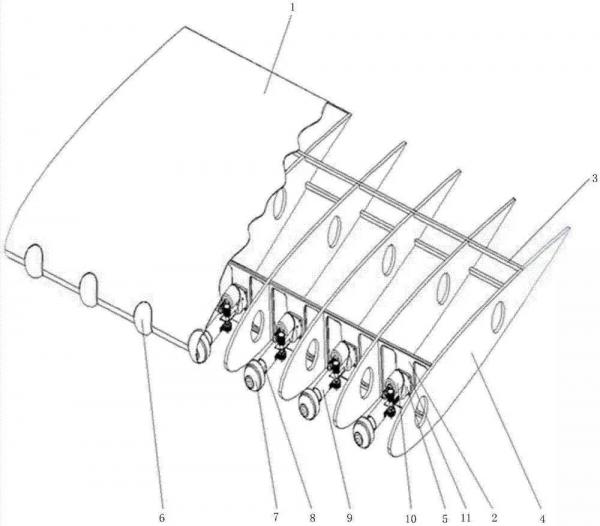
翼板结构示意
翼板零件的各个型面材料去除量占到了整个零件材料去除量的70%,在加工中时间占比也非常高,通过改进刀具,优化切削参数,提升型面加工效率,可大幅缩短翼板类零件制造时间。
粗加工方案改进
根据前述部分的加工经验总结,改进采用镶片式立铣刀头完成各型面的粗加工。镶片式铣刀较之整体式铣刀刚性好,本次选用的φ50mm镶片式立铣刀适用于方肩铣,镶嵌刀片长度为10mm,最大切深可达9mm,一把刀就可同时完成翼板零件各端面及侧面的加工。

φ50mm镶片式立铣刀刀盘及刀片
为了提升加工效率,走刀时几乎采用满切宽进行切削,每齿进给fz约为0.05mm/z,进给速度约为900m/min。
精加工方案改进
在翼板零件型面精加工时,由于零件存在较高的侧壁需要加工,必须选择悬伸较长的刀具进行切削,因此选用φ20mm整体硬质合金立铣刀,搭配热缩夹持刀柄,进一步提升切削刚性。

热缩刀柄夹持的整体硬质合金立铣刀
经过对翼板零件型面的粗精加工高效改进,该零件加工效率提升3倍以上,产品尺寸精度及表面质量得到有效保证。另外,在精加工高速切削时,金属材料被迅速切断并脱离工件表面,因此加工出的零件周边毛刺明显减少,后续钳工挫修工作量大幅减少,进一步缩短零件整体加工时间。
铝合金结构件在航天产品结构件加工中占比大,通过高效加工改进,可大幅提升产品加工效率,缩短加工时间、降低劳动强度,同时保证产品精度柄获得了更佳的产品表面质量,这些改进思路同样可以拓展运用于其他行业更多薄壁结构件的机械加工中。
无相关信息