模具设计检讨问题总结
模具设计检讨问题总结【细水口流道尺寸比例不协调】【斜面顶针杯头做“D”形定位。】【潜水设计】【回针垫块设计】【非标唧咀订购】【模具材料单要按序号来写,不可任意】【行位的斜度尽可能统
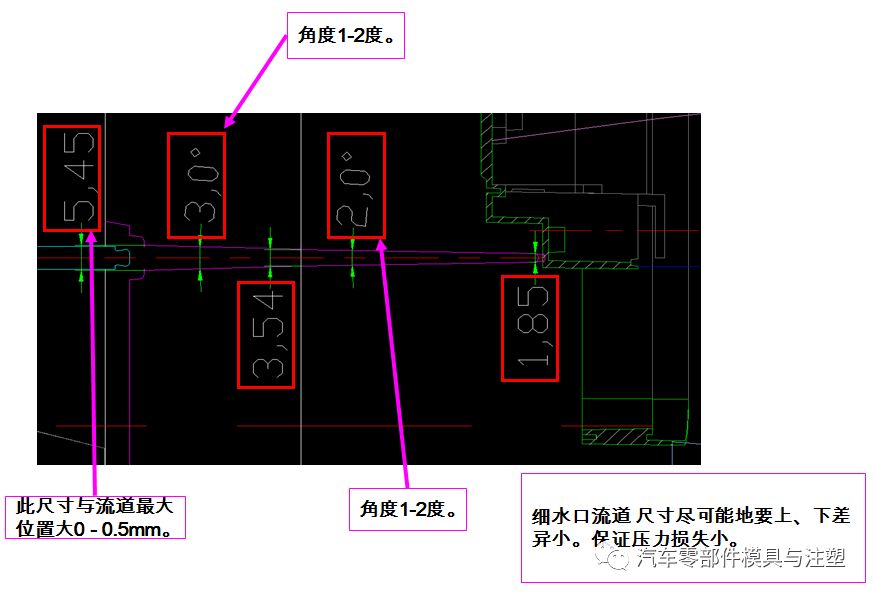
【细水口流道尺寸比例不协调】
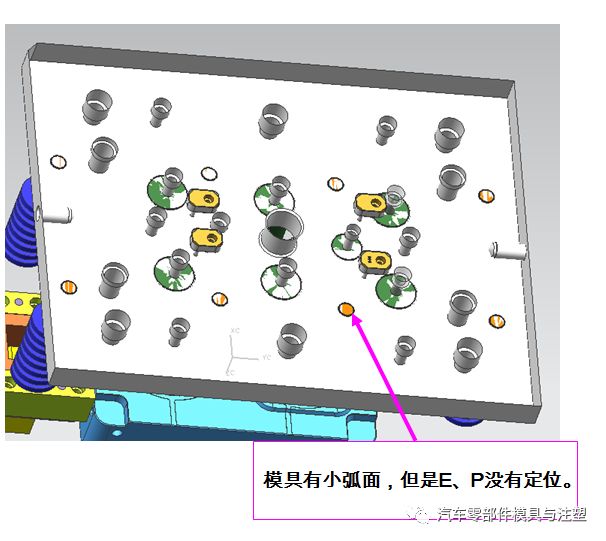
【斜面顶针杯头做“D”形定位。】
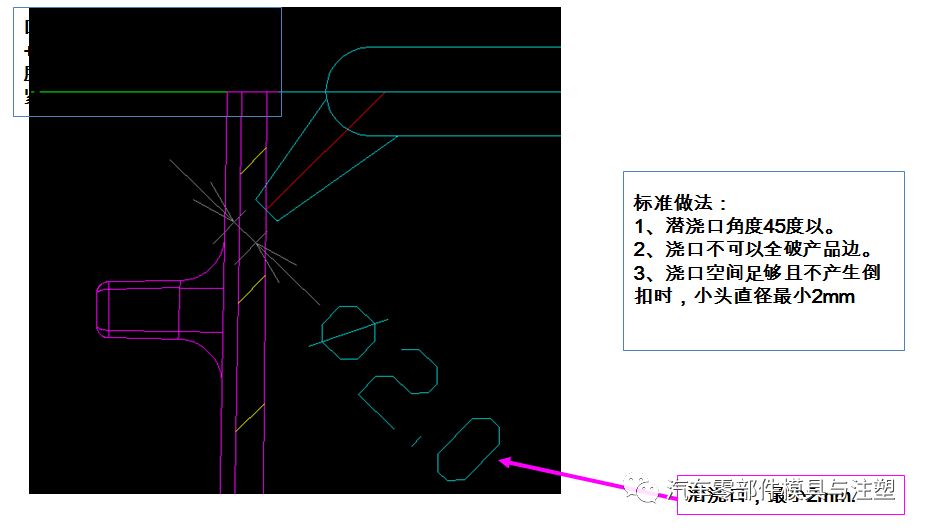
【潜水设计】
【回针垫块设计】

【非标唧咀订购】

【模具材料单要按序号来写,不可任意】

【行位的斜度尽可能统一在16度,18度,20度,22度这四个数值。斜导柱的斜度比行位一般小2度】

【如果需要转水口注塑有模具,一般采用后模做梯形流道的方式。(经常出现的错误是:前后模都开圆形流道,造成无法封胶,转水口生产】

【细水口流道尺寸比例不协调】
模具压线板的厚度统一6mm,模胚的曹可以开到6.2mm深。长度控制在300mm以下,太长了不便于备料加工

【模具压线板的厚度统一6mm,模胚的曹可以开到6.2mm深。长度控制在300mm以下,太长了不便于备料加工】

【行位边与后模仁配合面要求1/2长度以上,特别中像倒角形状的行位,后端不可以避空】

【油缸顶出时设计的油路到每个油缸都要等距,保证顶出平衡】

【油缸顶出时设计的油路到每个油缸都要等距,保证顶出平衡】

【所有的行位、斜顶要做拔模分析。开模行程要做开合模行程检查,干涉检查】

【所有包胶成型的模具一定要考虑冲胶压力给嵌入件的冲击力,在冲胶口位置一定要有一个抵住的力】

【做一些长插入镶件时也要考虑冲胶压力的影响,在前端要做反铲,不可以全程做避空。模仁有时受结构影响也要做相应的处理冲胶压力的影响】

【长管形产品在做模具设计时要考虑装模时后模凸呵不要碰伤前模。所以导柱要做在后模长度要高过后模呵15-20mm】

【自生产模具,所有的模具都要做行程开关。如果行位下面有顶针要做强制复位系统】

【常见分型面段差的处理。一般按照200X200以下的产品做0.05mm;200X200以上的产品做0.1mm。精密产品全部都做0.05mm】

无相关信息