薄壁壳体工艺难点解决——四工位翻转夹具
薄壁壳体工艺难点解决——四工位翻转夹具电动机座壳体零件使用传统虎钳装夹难以保证技术要求,使用气动翻转夹具,一次能同时装夹四个工件,满足正面与底面同心度要求,同时减少定位误差。这种多
电动机座壳体零件使用传统虎钳装夹难以保证技术要求,使用气动翻转夹具,一次能同时装夹四个工件,满足正面与底面同心度要求,同时减少定位误差。这种多工位翻转夹具的设计思路如下:
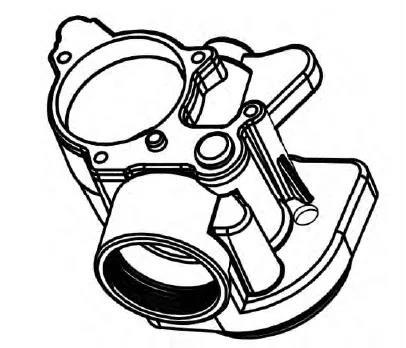
图1 铸铝电动机座壳体
PART 01 工艺分析
零件为异性多面体,加工面两两成90°关系,在没有五轴的情况下,考虑在三轴上设计气动翻转夹具。
工序1,在另一加工中心上采用虎钳装夹,并且在加工过程中预加工A、B两处,作为后期加工的工艺定位销(这两处对其产品性能及外观无影响)。
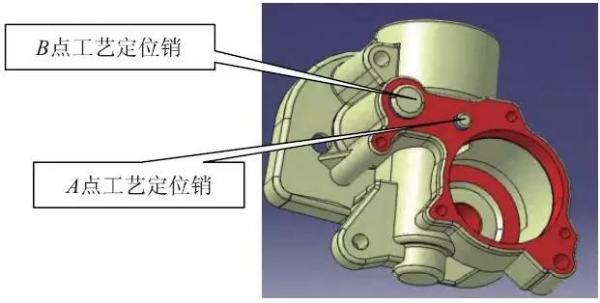
图2 底面3D(工序1)
工序2和工序3(见图3和图4),在气动翻转夹具上同时装夹完成。
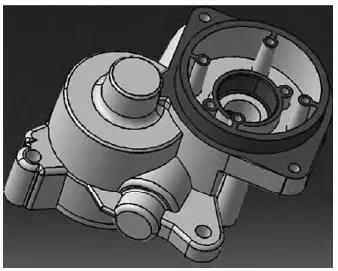
图3 上面3D(工序2)
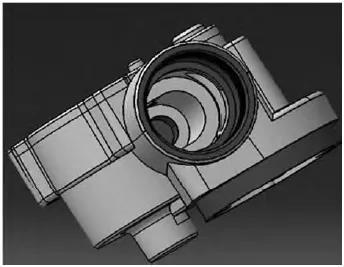
图4 螺纹面3D(工序3)
PART 02 夹具设计原理
按常规加工,在完成工序2和工序3时,需经2次装夹才能完成。气动翻转夹具能同时加工四个零件,主要由底板、活动翻转工作台、旋转支承轴、支承板、V型导向限位支承块、翻转用气缸和转向压紧用气缸组成。
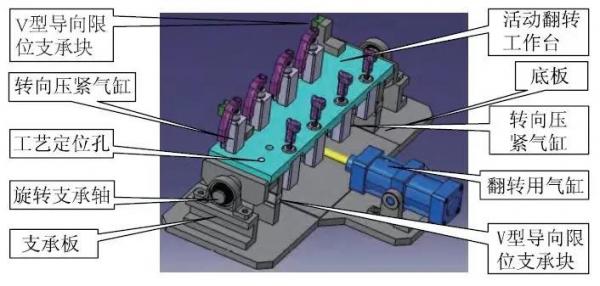
图5 夹具本体
PART 03 夹紧装置设计
3.1 V型导向限位支承块设计
左、右2组共4件V型导向限位支承块组件,能够实现双向定位水平状态及垂直状态的位置限制,还可以起到辅助支承力的作用,提高其活动翻转工作台的刚度,并对翻转用气缸起到行程限位的作用。
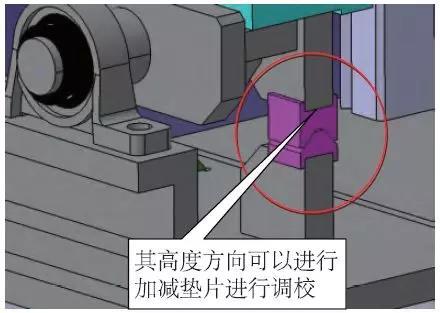
图6 V型导向限位支承块
3.2翻转用气缸设计
将翻转用气缸运动设计在活动翻转工作台的中心下部,除了均衡推力外作为附加的支承保持活动翻转工作台的刚度,同时节省工作空间及收缩不必要的加工避空。
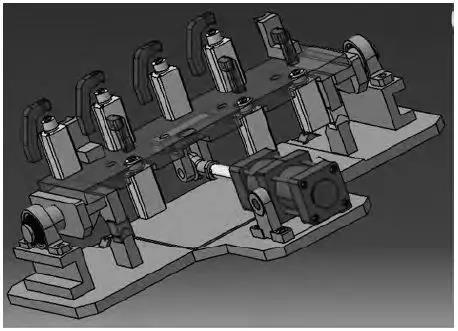
图7 翻转用气缸位置图
3.3 转向压紧气缸设计
零件采用一面两销定位装夹在活动翻转工作台上,并通过转向压紧气缸一次同时完成4个工件的夹紧。装拆工件时,上、下2面共10个转向压紧气缸同时将压块提升或下压,这样就有取件的空间,压块大致位于工件的对称面,均衡下压力,从而达到夹紧。
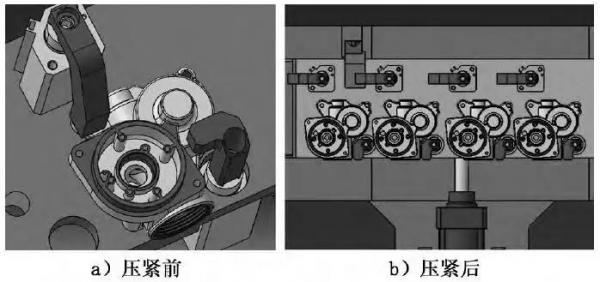
图8 转向压紧气缸压紧前、后状态
PART 04 夹具的使用
在夹具翻转用气缸推出时,转向压紧气缸打开,将零件通过一面两销定位装夹,转向压紧气缸闭合后压紧工件,翻转用气缸保持推出状态,这时工件背部的V型导向限位支承块是完全贴合的,启动CNC进行此面加工,夹具在工序2的状态如图9所示。
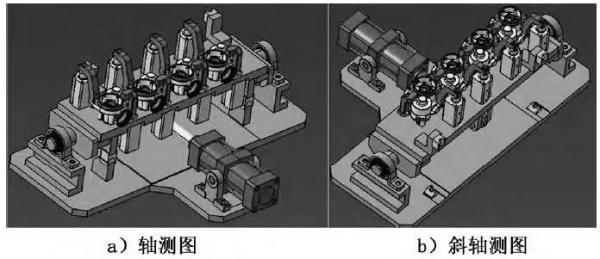
图9
加工完上述面后,转向压紧气缸压紧的动作保持不动,翻转用气缸收缩,令活动翻转工作台作90°翻转,通过工件侧面的V 型导向限位支承块作用,从而保证其垂直度及旋转前后的位移误差,这样就实现了1次装夹加工2道工序。夹具在工序3的状态如图10所示。
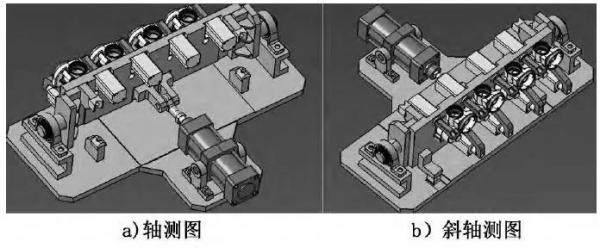
图10
PART 05 其他加工细节
工件加工时均采用成型刀一次性加工完成。因为零件本身是铝铸件壳体,其壁薄、异型,加工余量少,且有圆度等要求,采用成型刀是通过轴心旋转加工,获得的圆尺寸会比走轨迹的更圆,加工壳体圆上各点受力均衡。
-
装配线上的随行夹具与柔性化思路2020-02-19
-
机床、夹具都配置后,该好好考虑刀具的连接了2020-02-03
-
齿轮精度还是不够高?试试这几种夹具!2020-01-26
-
自动化思路的应用:从曲轴液压夹具到整体产线都可行2019-10-23
-
薄壁件壳体上,深孔加工也没那么难!2019-09-03
-
设计实例来了!真空夹具、液压夹具现场案例教学2019-08-20
-
普通铣床、五轴上的叶轮夹具都有啥区别?2019-08-16
-
液压夹具发出不正常的声音,是漏油了吗?2019-08-12
-
锥环零件通用模块化液压夹具的设计与开发2019-07-25
-
用“二次翻转夹具”定位工艺来解决质量问题2019-07-22
-
机床夹具设计规范,看这一份就足够2019-07-15
-
小件夹具专家指导:缩减人员设备,实现1.5倍产能提升2019-07-13
-
深入企业,现场拆解卡盘、转台、零点定位系统等常见夹具2019-07-11
-
用CATIA一次性完成夹具的设计、检验、模拟加工2019-06-21
-
人机协作时代新要求:电动夹具2019-06-04