普通铣床、五轴上的叶轮夹具都有啥区别?
普通铣床、五轴上的叶轮夹具都有啥区别? 叶轮因其曲面和加工精度要求高,使其成为了典型的难加工零件。其“难”主要是在于型面的高复杂度考验着机床、加工方案的所有细节:
叶轮因其曲面和加工精度要求高,使其成为了典型的难加工零件。其“难”主要是在于型面的高复杂度考验着机床、加工方案的所有细节:
不过只要有合适的方案,它也可以像上述视频中一样完美加工出来,下面我们就分享从易到难的两个叶轮夹具方案,在不同的场景需求下,都能解决对应的问题!
卧式铣床上的叶轮夹具方案
加工要求:
水泵叶轮,要求设计一副铣床夹具,用在卧式铣床上加工两条互成90°的十字槽。
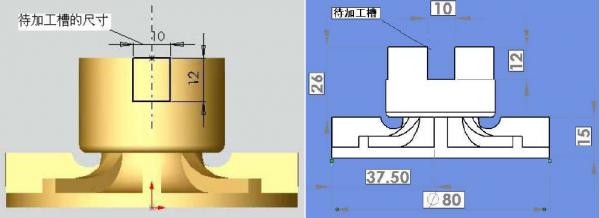
▲工件三维结构图
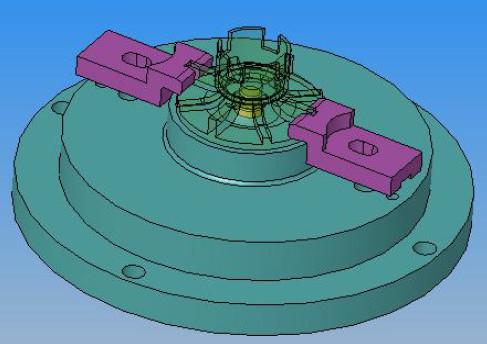
定位方法:
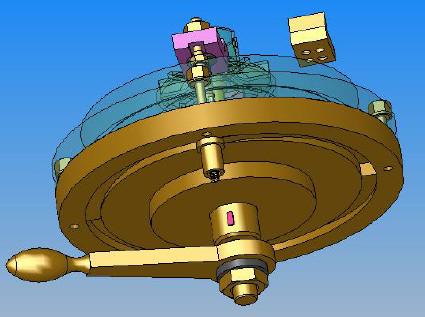
将加工过的叶轮底面放置在一个大的圆形定位盘上,以大平面定位,并用一个定位销与叶轮上的孔相配合。利用两块开槽的压板从两个方向卡住叶片,并将它们固定在定位盘上。
对刀方案:
加工槽的铣刀需要两个方向对刀,故采用直角对刀块,配合1mm的塞尺使用。
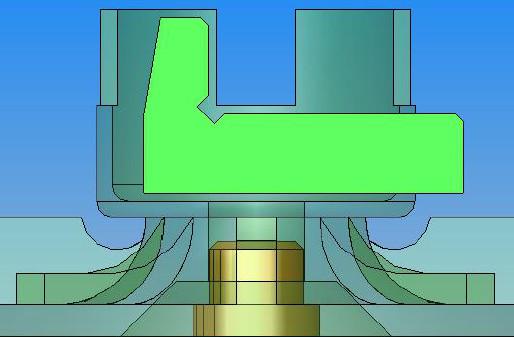
夹紧方案:
工件以中心孔及底面在定位销和定位盘的端面上定位,并使叶轮上的叶片与压板头部的缺口对中,旋转螺母,通过杠杆使两块压板同时夹紧工件。同时选用移动式弯曲压板,实现快速装拆。
分度机构设计:
选用立轴式回转分度装置,由于工件的定位夹紧机构尺寸较大,使用分度盘加定位销的分度方案,盘底有四段斜槽,分度盘与定位盘之间用螺钉固定。
夹具体与定位键:
为保证夹具在工作台上安装稳定,按照夹具体的高宽比不大于1.25的原则确定其宽度,并在两端设置耳座,以便固定。定位键位置如图16所示。
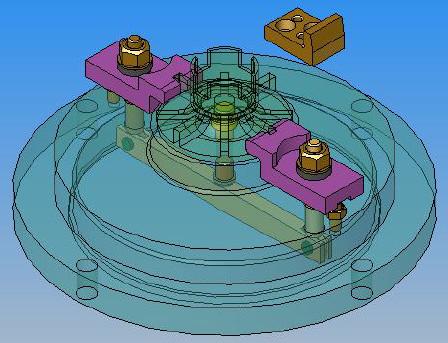
夹具总装配图:


五轴加工中心上的叶轮夹具
机床使用加工中心+五轴 ,1工位加工;零件以大端面定端面,内孔定心;加工内容为精铣叶片面。传统涡轮夹具采用气缸推动杠杆臂从零件上方压紧方式加工,此类方案有明显的缺陷:

新夹具方案:
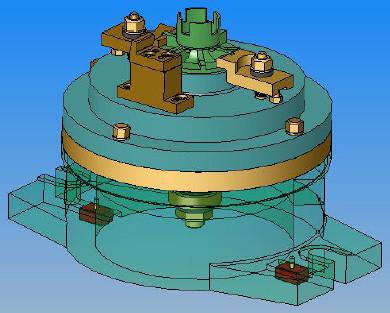
加工机床与定位方式同上,加工内容也为精铣叶片面。夹具采用气压动作模式,内置自制气缸本体。

此新夹具最大直径:250mm,高度:158mm,总重量:18 Kg,可有两种夹紧模式供选择:
1.弹簧自锁模式,夹紧后不需要连接气源,夹紧力为400Kg左右;
2.弹簧压紧+气压锁紧,夹紧力为:400Kg+500Kg=900Kg。

夹具的特点:
1.加工特征完全敞开,可自由选择刀具和加工路径。
2.夹具通用性强,可以通过跟换定位块和对应型号的拉钉就可以实现不同种类零件的加工。
3.安装方便,维护简单,夹具轻便简洁。

加工操作流程:用拉钉穿过待加工零件的中心孔→整体插入定位块定位销孔→开关按钮,夹具加紧(气密检测通过)→机床开始加工→加工完成→开关按钮,夹具放松→拿 出加工完成的零件,取出拉钉→装夹下一个待加工零件;如此进行循环…

专家坐阵——叶轮加工方案咨询
上述用于五轴加工中心小型叶轮加工解决方案由夹具侠专家团提供设计,专为此类高加工要求设计。当然如果是更简单的加工需求,也会有对应的方案。
-
液压夹具发出不正常的声音,是漏油了吗?2019-08-12
-
锥环零件通用模块化液压夹具的设计与开发2019-07-25
-
用“二次翻转夹具”定位工艺来解决质量问题2019-07-22
-
机床夹具设计规范,看这一份就足够2019-07-15
-
小件夹具专家指导:缩减人员设备,实现1.5倍产能提升2019-07-13
-
深入企业,现场拆解卡盘、转台、零点定位系统等常见夹具2019-07-11
-
用CATIA一次性完成夹具的设计、检验、模拟加工2019-06-21
-
人机协作时代新要求:电动夹具2019-06-04