内齿轮插齿夹具设计方案及应用
内齿轮插齿夹具设计方案及应用在机械加工行业中,通常采用的内齿轮加工方法是使用压板夹紧毛坯,内孔及端面找正。要获得更高精度的内齿轮,需要对零件进行多次找正,确保零件内孔的同轴度和端面
在机械加工行业中,通常采用的内齿轮加工方法是使用压板夹紧毛坯,内孔及端面找正。要获得更高精度的内齿轮,需要对零件进行多次找正,确保零件内孔的同轴度和端面的垂直度,无形中增加了工人的劳动强度和零件的加工周期。
目前,在企业中单件小批量内齿轮加工时,采用垫块定位、压板夹紧方式,同时使用百分表找正内孔和端面。此种装夹与定位方法会产生定位误差,导致插齿后齿轮的分度圆对内孔的同心度产生误差,从而降低齿轮的径向精度。同时,由于零件装夹时的间隙造成偏心,插齿时还会影响齿部的齿形、齿向、周累等衍生误差,从而使插齿后整个齿轮精度偏低。
企业只有大批量生产时,才会采用插齿夹具进行加工,这是由于传统的插齿夹具只适用于固定尺寸的零件,装夹复杂。夹具所具备的优点正是解决小批量生产时内齿轮精度的关键。文章经过分析,设计了一种快速装夹的内齿轮插齿夹具,并验证了该夹具的可行性。
一、内齿轮插齿夹具的结构设计
1.1 夹具设计的目标
该夹具设计的目标是缩短加工周期,尽可能减少操作者装卸工件的辅助时间,降低劳动强度[1]。充分利用该夹具的结构特点,改变专用夹具的装夹方式,实现快速定位和夹紧。
1.2 夹具的设计思路及实现方法
常见圆柱齿轮工件的结构分为内齿轮、外齿轮和双联齿轮等,在插齿加工时,需要预留插齿刀具的退刀距离。为了防止刀具和夹具的干涉,需要定位面端面和齿根有 2~3mm的距离。加工内齿轮时需要以外圆定位,夹紧零件上端面,压板需要预留出齿根的距离,压板需要根据不同尺寸零件调整夹紧位置,一般夹具是利用压板的 U 型槽进行移动的,此类压板需要支撑螺栓在后面支撑,不同尺寸的零件还需要调整支撑螺栓的高度,操作繁琐,不利于批量生产。该夹具设计的旋转压板利用旋转支架进行位置调整,可以根据零件齿根位置调整。
定位方面,利用三爪卡盘的自定心功能特点,设计了夹具底座,改进卡爪的结构,使其具有定位、定心功能,根据以上思路,将夹具体和机床回转工作台之间采用 T 型螺栓联接,一次对刀找正,再利用自定心特点对工件进行定位,压板进行夹紧。除此之外,还可以根据实际使用情况和工件尺寸调整定位卡爪范围和正反爪定位,扩大其应用范围。
1.3 结构的设计难点
该插齿夹具的设计有以下三个方面的难点:1)快换。采用活动压板,实现快速换件,缩短换件、装夹和找正的时间在 15min 以内。2)定位。夹具的定位装置借鉴三爪卡盘的结构特点,满足不同外径范围内的齿轮工件的定位要求。3)通用。夹具适用于不同型号插齿机床,同时适用于不同尺寸下的零件加工。
1.4 夹具的工作原理
该内齿轮插齿夹具由 12 个零件构成,其中包含夹具体、螺钉、夹具体端盖、小锥齿轮、大锥齿轮、定位卡爪、弹簧、双头螺栓、快换压板等组件,如图 1 所示 [2]。夹具体 1 安装在插齿机床回转工作台上,安装时需对三个定位卡爪的定位夹紧面进行找正,保证其跳动值小于 0.005,并通过 T 型螺栓连接将其固定在回转工作台上。被加工零件通过定位卡爪的自定心功能实现定位,快换压板对零件施加轴向方向的力,实现其定位夹紧的功能。
零件加工时,首先旋转小锥齿轮 4,小锥齿轮 4 和大锥齿轮 5 配合传动,大锥齿轮端面齿和定位卡爪 6 配合实现三个定位卡爪同步移动。由于零件在精车加工过程内孔、端面和外圆一次装夹、一次加工,保证零件内外圆的同轴度和端面的垂直度,所以内外圆可以进行基准转化,如图 2 所示,定位卡盘夹紧并定位零件外圆和端面,可以保证齿轮对内孔的同轴度和对端面的垂直度的精度要求。
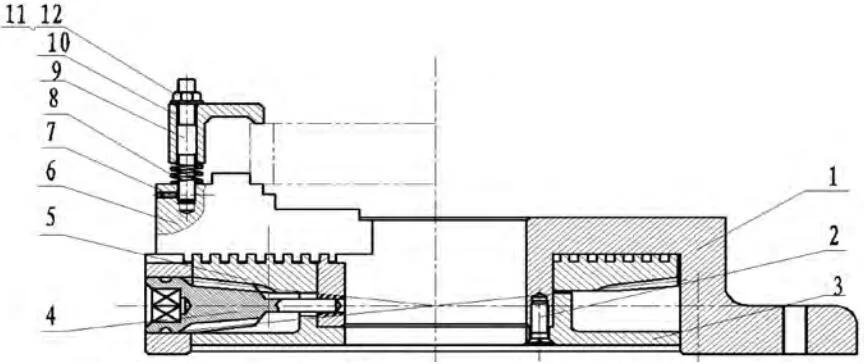
图1 夹具装配图
1. 夹具体;2.M18 螺钉;3. 夹具体端盖;4. 小锥齿轮;
5. 大锥齿轮;6. 定位卡爪;7.M8 螺钉;8. 弹簧;
9. 双头螺栓;10. 快换压板;11. 开口垫圈;12. 螺母。
零件定位后需要进行轴向方向夹紧,通过定位卡爪上安装的快换压板 10 进行轴向方向压紧,快换压板 10 的安装是通过双头螺栓与定位卡爪连接,这是为了防止双头螺栓的松动,采用 M8 螺钉对双头螺栓进行固定防松处理 [3],如图 3 所示。加工零件完成后,通过旋转螺母 12 松开快换压板 10,快换压板10 向后旋转释放对零件的轴向力,同时旋转小锥齿轮 4,解除零件定位,从而实现了零件的快速装夹。
二、夹具的创新点
2.1 装夹直径范围广
该内齿轮插齿夹具可以满足 φ50-φ500 的所有零件加工需求,夹具只需根据零件外圆尺寸进行定位,不需要重新设计夹具,可以节约成本 [3-4]。
2.2 缩短加工准备时间
新的插齿夹具具有自定心功能,不需要长时间找正准备工作,由于小锥齿轮和大锥齿轮传动,带动定位卡爪同步移动,因此可以实现精准的定位。
首页 下一页 上一页 尾页-
无一遗漏!最全齿轮参数计算公式来了!2020-09-05
-
宝马X5的定位 沃尔沃旗舰XC90上市2020-09-05
-
薄壁模具零件特殊夹具的设计2020-09-04
-
45页即可看完「焊装夹具基础应用」2020-08-30
-
汽车变速器壳体、轴、齿轮加工工艺流程合集2020-08-28
-
一文看懂汽车变速器壳体、轴、齿轮加工工艺2020-08-28
-
紧凑型车型本田e:定位都市驾驶及欧日两大市场2020-08-28
-
扭力臂零件柔性数控夹具设计方案2020-08-27
-
与机器人配合的焊接方案该怎么设计夹具2020-08-23
-
如何实现机器人在未知环境中的定位、建图及移动?2020-08-23
-
疫情中的服务机器人技术 —— 自主定位导航2020-08-23
-
机器人是如何实现室内定位的?2020-08-23
-
中国移动释放5G ToB价值 引领“5G定位”2020-08-23
-
各种装配夹具,来看看适合你用的2020-08-23
-
北斗+5G助推交通时空新基建 高精度定位成核心竞争力2020-08-07