总说镗孔加工困难,这里有答案
总说镗孔加工困难,这里有答案镗孔加工困难的原因有很多,为了便于正确分析问题,避免采用错误的处理方式,下面整理了镗孔加工要点、及典型镗孔加工质量问题分析等资料供大家参考。让我们先来看

镗孔加工困难的原因有很多,为了便于正确分析问题,避免采用错误的处理方式,下面整理了镗孔加工要点、及典型镗孔加工质量问题分析等资料供大家参考。让我们先来看一段视频:
视频请搜索夹具侠,进入网站社区版块查看原文
▲镗孔加工-旋转切削法
▲大型工件手动定位
镗孔加工各步骤要点
1.镗刀安装
安装镗刀工作部是非常重要的,特别是针对采用偏心原理的工作调整,安装镗孔刀后一定要注意观察镗刀的主刀刃上平面,是否与镗刀头的进给方向在同一水平面上?安装在同一水平面上才能保证几个切屑刃是在正常的加工切削角度。
2.镗刀试镗孔
镗刀按工艺制造要求调整预留0.3~0.5mm余量,扩镗、配镗孔按初孔余量调整粗镗余量≤0.5mm,必须保证满足后续精镗加工余量。

镗刀安装借出后,需进行试镗验证镗刀调试是否满足粗镗要求。
3.镗孔要求
镗削加工前仔细检查工装、工件的定位基准、各定位元件是否稳定可靠。
用卡尺检测待加工初孔的直径是多少?测算现在还有多少预留加工余量?
镗孔加工前检查设备(主轴)重复定位精度、动态平衡精度是否满足工艺加工制造要求。
卧加镗孔试镗过程中须检查镗杆重力悬伸动态跳动值,合理修正切削参数减少加工离心剪切振动影响。
按粗镗、半精镗、精镗步骤合理分配层镗削余量,粗镗余量约0.5mm为宜;半精镗、精镗余量约0.15mm,避免半精镗因余量过大产生让刀现象影响精镗余量调整精度。
对于难加工材料、高精度镗孔(容差≤0.02mm)可增加精细镗加工步骤,镗削余量不小于0.05mm避免加工面弹性让刀。
镗刀对刀过程中,须注意避免镗刀工作部(刀片和刀座)与对刀块发生冲击,损坏刀片及刀座导向槽使镗刀调整值发生变化影响孔径加工精度。
镗削加工过程中注意保持冷却充分,增加加工部位的润滑效果以减少切削力。
各加工步骤中严格排屑,防止切屑参与二次切削影响孔径加工精度与表面质量。
镗削加工过程中随时检查刀具(刀片)磨损程度,及时更换以保证孔径加工质量;精镗步骤严禁更换刀片防止误差
每步骤加工后须严格执行过程质量控制要求,仔细检测实际加工孔径并做好记录,便于分析、调整完善镗孔加工。
镗削加工面临的主要问题
1.刀具磨损
在镗削加工中,刀具连续切削,易出现磨损和破损现象,降低孔加工的尺寸精度,使表面粗糙度值增大;同时,微调进给单元标定出现异常,导致调整误差使加工孔径出现偏差甚至引发产品质量故障。

▲刀片刃口磨损变化
2.加工误差
镗孔加工的加工误差反映在孔加工后的尺寸、形位及表面质量变化上,主要影响因素有:
刀杆长径比过大或悬伸过长;
刀片材质与工件材质不匹配;
镗削用量不合理;
余量调整分配不合理;
初孔孔位偏移导致余量周期性变化;
工件材料高刚性或低塑性,刀具或材料呈让刀趋势;
3.表面质量
镗削已加工表面的鱼鳞状或螺纹状切纹,是比较常见的表面质量现象:
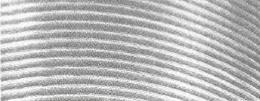
▲主要因刀具的进给和转速不匹配造成

▲主要因镗削加工的刚性振动及刀具磨损造成
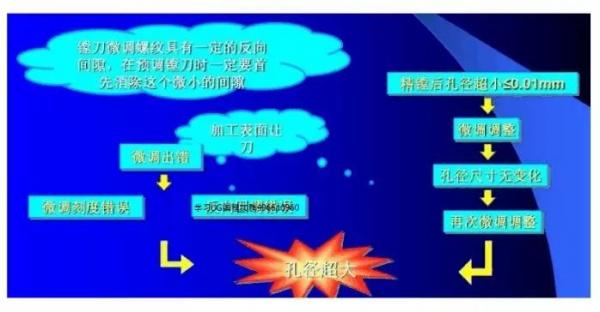
4.调整失误
镗削加工中由于需要操作人员调整分配层吃刀量,在调整分配进刀余量过程中因操作不当易引发加工尺寸精度偏差。
5.测量误差
镗削加工中、加工后测量过程的量具使用不当、测量方式错误,是镗削加工中常见的质量隐患(如测量工具失误、测量方法不正确等)。
拓展:典型镗孔加工质量问题分析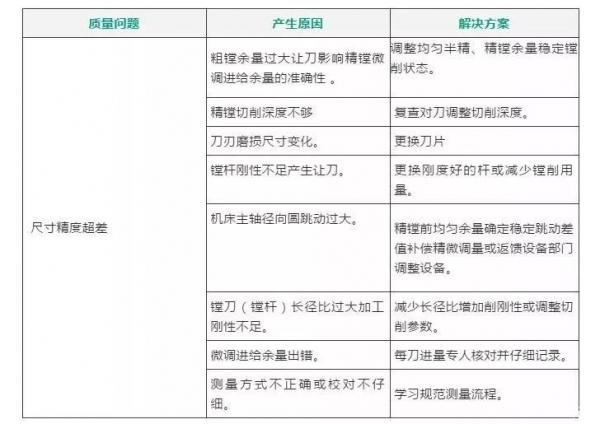

出品 | 夹具侠
-
成功案例|仙知机器人“装卸神器”,助力汽车零部件加工车间实现智能物流2019-10-13
-
攻丝加工的几大要点,刀柄的选择很重要2019-10-12
-
这样加工异形件问题太多,还是上车铣复合吧2019-09-11
-
薄壁件壳体上,深孔加工也没那么难!2019-09-03
-
把精加工做到这么快?它叫超弦精加工2019-08-13
-
齿轮双同步工艺方案,开启2倍速加工模式2019-08-09
-
极限深孔加工中的极限操作2019-08-07
-
如何成为「叶轮加工」实力派,让产品既好看、效率又高2019-08-06
-
石英玻璃微加工3D打印技术,实现复杂三维中空微结构2019-08-02
-
成功案例|仙知机器人帮助汽车零配件加工车间物流自动化升级2019-08-01
-
多面零件的粗精加工方案改进2019-07-29
-
用实测找到最适合“薄壁件”的加工方式2019-07-26
-
从加工现场学到的电永磁吸盘加装配件诀窍!2019-07-18
-
美国制造面临挑战,中国精密加工企业有话要说2019-07-05
-
工件夹紧系统该如何满足五轴加工要求2019-06-27