液压泵缸体专用分度夹具案例分析
来源:智能网
时间:2020-10-16 20:14:08
热度:165
液压泵缸体专用分度夹具案例分析当零件有多个待加工孔时,通用夹具一般需要多次装夹,无法保证位置度。使用分度转位装置能够解决这个问题,实现一次装夹下多孔同序加工。这里分享一个液压泵缸体
当零件有多个待加工孔时,通用夹具一般需要多次装夹,无法保证位置度。使用分度转位装置能够解决这个问题,实现一次装夹下多孔同序加工。这里分享一个液压泵缸体专用分度夹具的案例:
一、零件工艺分析
液压泵缸体,材料HT200,加工7-Φ19H6孔,孔的中心线与工件的中心线夹角成30°。七个孔在工件上均匀分布,且要求大批量生产。
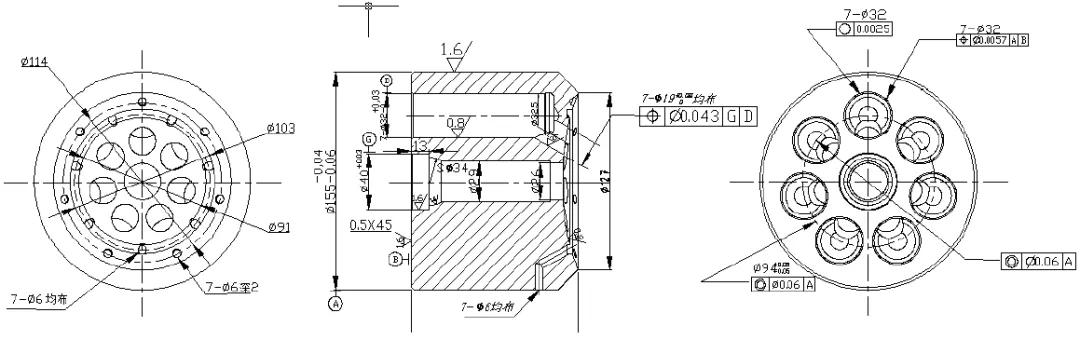
图1 零件图
二、夹具设计思路
2.1 定位装置
采用长V形块来限制工件的X、Y向两个移动自由度和两个旋转自由度,在底面加短销钉来限制工件在Z方向上的移动自由度,在工件底部Φ32的孔内插入削边销,限制Z方向旋转自由度。这样工件6个自由度都被限制,实现完全定位。
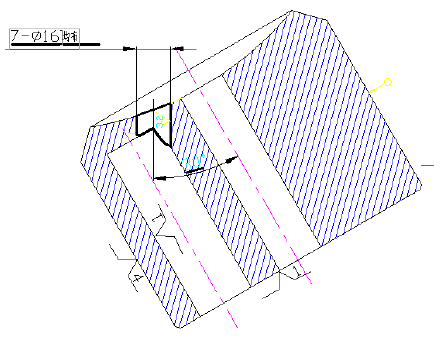
图2 加工工序图
2.2 夹紧机构
夹具体工作时动作范围不大,采用螺栓拧紧来提供夹紧力。当工件在夹具体当中定位完成后,合上定位压板,把定位块末端的螺柱在定位压板上的孔上穿过,拧上螺母,根据夹紧力大小选择不同的拧入深度,对工件进行夹紧。
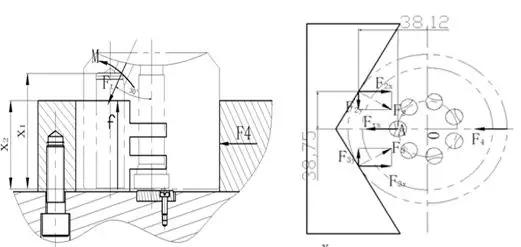
图3 受力分析图
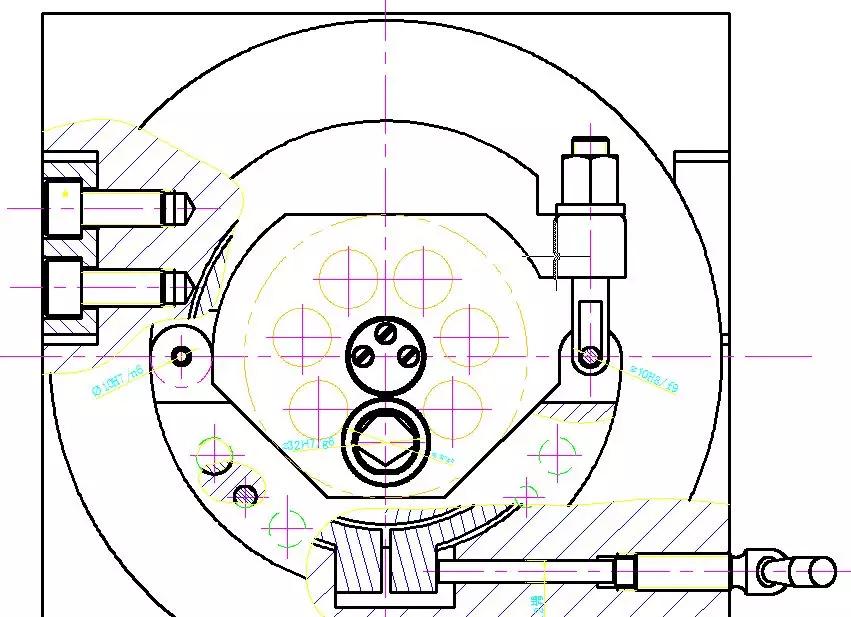
图4 夹紧机构
2.3 分度转位装置
工件加工过程中应尽量减少工件装夹次数,因为七个孔位置度要求较高,如果装夹次数过多,一方面增加了工时,降低了生产效率,另一方面,由于反复定位夹紧,工件加工的累积误差会被逐渐放大。因此选择一次定位夹紧完成七个孔的加工。由于该组孔绕工件中心线均匀分布且与孔轴线与工件中心线夹角成30°分布,因此夹具可设计成为可转位机构,避免了以上两方面麻烦。
首页 下一页 上一页 尾页-
双工位平衡式车夹具方案和结构设计2020-10-16
-
如何将普通卡盘改造为「弹性夹具」?2020-09-30
-
如何提升CNC加工工件的质量?2020-09-22
-
机械加工中的工件变形问题该如何解决?2020-09-15
-
内齿轮插齿夹具设计方案及应用2020-09-07
-
薄壁模具零件特殊夹具的设计2020-09-04
-
45页即可看完「焊装夹具基础应用」2020-08-30
-
扭力臂零件柔性数控夹具设计方案2020-08-27
-
与机器人配合的焊接方案该怎么设计夹具2020-08-23
-
加工中心的的工件变形?看看都是什么原因2020-08-23
-
各种装配夹具,来看看适合你用的2020-08-23
-
机加工中,工件的常规技术要求有哪些?2020-08-23
-
汽车零部件的液压自动夹具设计2020-05-14
-
如何设计异形工件专用夹具?2020-05-05
-
曲轴连杆颈车削和液压自动夹具技术2020-05-01